
- 06
- Oct
Обрада аустенитне траке од нерђајућег челика са индукционим попречним магнетним пољем
Попречно магнетно поље третман са индукционим загревањем аустенитне траке од нерђајућег челика
Када се аустенитна трака од нерђајућег челика загрева уздужним магнетним пољем, то је немагнетни материјал, па је ефикасност грејања ниска и тешко је брзо загревање до температуре чврстог раствора. Танке траке имају већу електричну ефикасност када се загревају попречним магнетним пољем.
Слика 9-18 приказује поређење електричне ефикасности аустенитног нерђајућег челика (немагнетног материјала) при загревању попречним магнетним пољем и уздужним магнетним пољем. На слици 9-18, пуна линија је загревање попречног магнетног поља, а испрекидана линија је загревање уздужног магнетног поља.
Са слике 9-18 се може видети да је електрична ефикасност система близу 80% када се дебљина 1.0 мм немагнетне челичне траке загрева напајањем од 1.0 кХз за индукционо загревање попречног магнетног поља; док се за напајање уздужним магнетним пољем користи 450 Хз напајање, електрична ефикасност система је око 45%, а разлика у електричној ефикасности између њих је 35%.
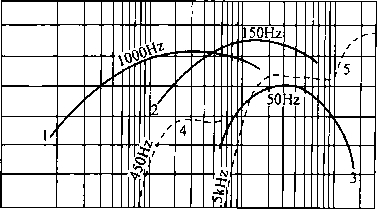
Слика 9-18 Поређење електричне ефикасности када попречно магнетско поље и уздужно магнетно поље индуктивно загревају немагнетне материјале
1 ~ 3 – загревање попречног магнетног поља; 4,5 — грејање уздужног магнетног поља
Може се видети да је индукционо загревање попречним магнетним пољем погодно за загревање танких трака и немагнетних материјала. Резултати испитивања показују да је најидеалнија дебљина грејне челичне траке 0.10 ~ 2.0 мм. Обрада аустенитне траке од нерђајућег челика са попречним магнетним пољем, нови процес са добрим изгледима за примену.