
- 06
- Oct
Обработка полосы аустенитной нержавеющей стали с помощью раствора для индукционного нагрева в поперечном магнитном поле
Поперечное магнитное поле обработка раствором индукционного нагрева полосы из аустенитной нержавеющей стали
Когда полоса из аустенитной нержавеющей стали нагревается продольным магнитным полем, это немагнитный материал, поэтому эффективность нагрева низкая, и трудно быстро нагреться до температуры твердого раствора. Тонкие полоски имеют более высокий электрический КПД при нагревании поперечным магнитным полем.
На рисунке 9-18 показано сравнение электрического КПД аустенитной нержавеющей стали (немагнитного материала) при нагревании поперечным магнитным полем и продольным магнитным полем. На рис. 9-18 сплошная линия обозначает нагрев поперечным магнитным полем, а пунктирная линия – нагрев продольным магнитным полем.
Из рисунка 9-18 видно, что электрический КПД системы близок к 80%, когда немагнитная стальная полоса толщиной 1.0 мм нагревается источником питания 1.0 кГц для индукционного нагрева в поперечном магнитном поле; в то время как при использовании источника питания 450 Гц для индукционного нагрева в продольном магнитном поле электрический КПД системы составляет около 45%, а разница в электрическом КПД между ними составляет 35%.
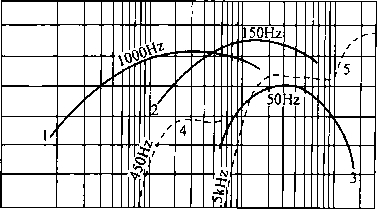
Рисунок 9-18 Сравнение электрического КПД, когда поперечное магнитное поле и продольное магнитное поле индуктивно нагревают немагнитные материалы.
1 ~ 3 – нагрев поперечным магнитным полем; 4,5 – нагрев продольным магнитным полем
Видно, что индукционный нагрев поперечным магнитным полем подходит для нагрева тонких полосок и немагнитных материалов. Результаты испытаний показывают, что наиболее идеальная толщина полосы нагревательной стали составляет 0.10 ~ 2.0 мм. Обработка полосы из аустенитной нержавеющей стали методом индукционного нагрева в поперечном магнитном поле представляет собой новый процесс с хорошими перспективами применения.