
- 06
- Oct
Ošetření indukčního ohřívacího roztoku příčného magnetického pole austenitického pásu z nerezové oceli
Příčné magnetické pole ošetření indukčním ohřívacím roztokem z austenitického nerezového pásu
Když je pás austenitické nerezové oceli ohříván podélným magnetickým polem, jedná se o nemagnetický materiál, takže účinnost ohřevu je nízká a je obtížné rychle se zahřát na teplotu pevného roztoku. Tenké proužky mají vyšší elektrickou účinnost při zahřívání příčným magnetickým polem.
Obrázek 9-18 ukazuje srovnání elektrické účinnosti austenitické nerezové oceli (nemagnetického materiálu) při zahřívání příčným magnetickým polem a podélným magnetickým polem. Na obrázku 9-18 je plná čára ohřevem příčného magnetického pole a přerušovaná čára je ohřevem podélného magnetického pole.
Z obrázku 9-18 je vidět, že elektrická účinnost systému se blíží 80%, když je tloušťka 1.0 mm nemagnetického ocelového pásu ohřívána napájecím zdrojem 1.0 kHz pro indukční ohřev příčného magnetického pole; zatímco když je pro indukční ohřev podélného magnetického pole použit zdroj 450 Hz, elektrická účinnost systému je asi 45%a rozdíl v elektrické účinnosti mezi nimi je 35%.
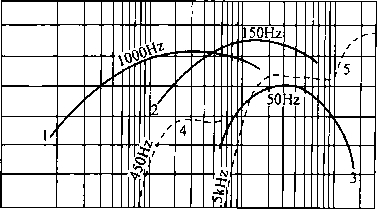
Obrázek 9-18 Srovnání elektrické účinnosti, když příčné magnetické pole a podélné magnetické pole indukčně zahřívají nemagnetické materiály
1 ~ 3 — příčné zahřívání magnetického pole; 4,5 — podélné zahřívání magnetického pole
Je vidět, že indukční ohřev příčným magnetickým polem je vhodný pro ohřev tenkých pásků a nemagnetických materiálů. Výsledky testů ukazují, že nejideálnější tloušťka topného ocelového pásu je 0.10 ~ 2.0 mm. Zpracování indukčního ohřívacího roztoku s příčným magnetickým polem austenitického pásu z nerezové oceli je nový proces s dobrou perspektivou aplikace.