- 08
- Apr
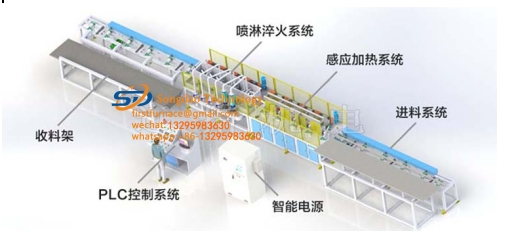
Основни технически параметри на производствената линия за закаляване и закаляване на кръгла стомана
Основни технически параметри на производствената линия за закаляване и закаляване на кръгла стомана:
1. Система за захранване: захранване за гасене + захранване за темпериране
2. Мощността на час е 0.5-2.5 тона, а обхватът на приложение е над ø15-ø52mm.
3. Транспортна ролкова маса: Оста на ролковата маса и оста на детайла образуват ъгъл от 18-21°. Заготовката се върти, докато се движи напред с постоянна скорост, за да направи нагряването по-равномерно. Ролковата маса между телата на пещта е изработена от немагнитна неръждаема стомана 304 и е с водно охлаждане.
4. Групиране на ролкови маси: подаващата група, сензорната група и изпускателната група се управляват независимо, което благоприятства непрекъснато нагряване, без да се причинява процеп между детайлите.
5. Контрол на температурата в затворен контур: както закаляването, така и темперирането приемат системата за контрол на затворената верига на американския инфрачервен термометър Leitai за прецизен контрол на температурата.
6. Индустриална компютърна система: показване в реално време на текущото състояние на работните параметри, памет на параметрите на детайла, съхранение, печат, показване на грешки, аларма и други функции.
7. Преобразуване на енергия: при използване на метод закаляване + закаляване, консумацията на енергия е 280-320 градуса на тон.
8. PLC автоматична интелигентна система за управление за интерфейса на оборудването за термична обработка на метали, производството „старт с един ключ” е без притеснения.