- 08
- Apr
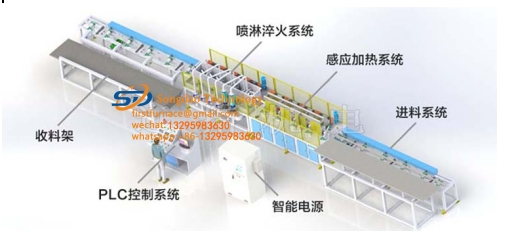
சுற்று எஃகு தணித்தல் மற்றும் டெம்பரிங் உற்பத்தி வரியின் முக்கிய தொழில்நுட்ப அளவுருக்கள்
சுற்று எஃகு தணித்தல் மற்றும் டெம்பரிங் உற்பத்தி வரியின் முக்கிய தொழில்நுட்ப அளவுருக்கள்:
1. பவர் சப்ளை சிஸ்டம்: க்யூனிங் பவர் சப்ளை + டெம்பரிங் பவர் சப்ளை
2. ஒரு மணி நேரத்திற்கு வெளியீடு 0.5-2.5 டன்கள், மற்றும் பயன்பாட்டின் நோக்கம் ø15-ø52mmக்கு மேல் உள்ளது.
3. கடத்தும் ரோலர் அட்டவணை: ரோலர் அட்டவணையின் அச்சு மற்றும் பணிப்பகுதியின் அச்சு 18-21° கோணத்தை உருவாக்குகிறது. வெப்பத்தை இன்னும் சீரானதாக மாற்ற, நிலையான வேகத்தில் முன்னோக்கி நகரும் போது பணிப்பகுதி சுழலும். உலை உடல்களுக்கு இடையே உள்ள ரோலர் அட்டவணை 304 அல்லாத காந்த துருப்பிடிக்காத எஃகு மற்றும் நீர்-குளிரூட்டப்பட்டதாகும்.
4. ரோலர் டேபிள் க்ரூப்பிங்: ஃபீடிங் குரூப், சென்சார் க்ரூப் மற்றும் டிஸ்சார்ஜிங் க்ரூப் ஆகியவை சுயாதீனமாக கட்டுப்படுத்தப்படுகின்றன, இது பணியிடங்களுக்கு இடையில் இடைவெளியை ஏற்படுத்தாமல் தொடர்ந்து வெப்பமாக்குவதற்கு உகந்தது.
5. வெப்பநிலை மூடிய-லூப் கட்டுப்பாடு: தணித்தல் மற்றும் வெப்பமாக்குதல் ஆகிய இரண்டும் வெப்பநிலையை துல்லியமாகக் கட்டுப்படுத்த அமெரிக்கன் லைடாய் அகச்சிவப்பு வெப்பமானி மூடிய-லூப் கட்டுப்பாட்டு அமைப்பைப் பயன்படுத்துகின்றன.
6. தொழில்துறை கணினி அமைப்பு: வேலை செய்யும் அளவுருக்களின் தற்போதைய நிலை, பணிப்பகுதி அளவுரு நினைவகம், சேமிப்பு, அச்சிடுதல், தவறு காட்சி, அலாரம் மற்றும் பிற செயல்பாடுகளின் நிகழ்நேர காட்சி.
7. ஆற்றல் மாற்றம்: க்வென்சிங் + டெம்பரிங் முறையைப் பயன்படுத்தி, மின் நுகர்வு ஒரு டன்னுக்கு 280-320 டிகிரி ஆகும்.
8. உலோக வெப்ப சிகிச்சை உபகரணங்களின் இடைமுகத்திற்கான PLC தானியங்கி நுண்ணறிவு கட்டுப்பாட்டு அமைப்பு, “ஒரு-முக்கிய தொடக்க” உற்பத்தி கவலையற்றது.