- 08
- Apr
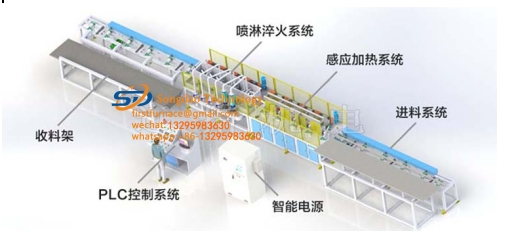
Yuvarlak çelik su verme ve tavlama üretim hattının ana teknik parametreleri
Yuvarlak çelik su verme ve tavlama üretim hattının ana teknik parametreleri:
1. Güç kaynağı sistemi: güç kaynağı söndürme + tavlama güç kaynağı
2. Saatte çıktı 0.5-2.5 tondur ve uygulama kapsamı ø15-ø52mm’nin üzerindedir.
3. Taşıma silindiri tablası: Silindir tablasının ekseni ve iş parçasının ekseni 18-21°’lik bir açı oluşturur. İş parçası, ısıtmayı daha homojen hale getirmek için sabit bir hızda ilerlerken döner. Fırın gövdeleri arasındaki döner tabla 304 manyetik olmayan paslanmaz çelikten imal edilmiştir ve su soğutmalıdır.
4. Makaralı masa gruplaması: Besleme grubu, sensör grubu ve boşaltma grubu, iş parçaları arasında bir boşluğa neden olmadan sürekli ısıtmaya elverişli olan bağımsız olarak kontrol edilir.
5. Sıcaklık kapalı döngü kontrolü: hem söndürme hem de temperleme, sıcaklığı doğru bir şekilde kontrol etmek için Amerikan Leitai kızılötesi termometre kapalı döngü kontrol sistemini benimser.
6. Endüstriyel bilgisayar sistemi: mevcut çalışma parametrelerinin gerçek zamanlı gösterimi, iş parçası parametre belleği, depolama, yazdırma, arıza gösterimi, alarm ve diğer fonksiyonlar.
7. Enerji dönüşümü: su verme + tavlama yöntemini kullanarak, güç tüketimi ton başına 280-320 derecedir.
8. Metal ısıl işlem ekipmanının arayüzü için PLC otomatik akıllı kontrol sistemi, “tek tuşla başlangıç” üretimi endişesizdir.