- 08
- Apr
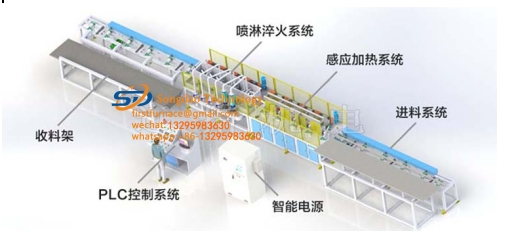
Main technical parameters of round steel quenching and tempering production line
Main technical parameters of round steel quenching and tempering production line:
1. Power supply system: quenching power supply + tempering power supply
2. The output per hour is 0.5-2.5 tons, and the scope of application is above ø15-ø52mm.
3. Conveying roller table: The axis of the roller table and the axis of the workpiece form an angle of 18-21°. The workpiece rotates while moving forward at a constant speed to make the heating more uniform. The roller table between the furnace bodies is made of 304 non-magnetic stainless steel and water-cooled.
4. Roller table grouping: the feeding group, the sensor group and the discharging group are independently controlled, which is conducive to continuous heating without causing a gap between the workpieces.
5. Temperature closed-loop control: both quenching and tempering adopt the American Leitai infrared thermometer closed-loop control system to accurately control the temperature.
6. Industrial computer system: real-time display of the current state of working parameters, workpiece parameter memory, storage, printing, fault display, alarm and other functions.
7. Energy conversion: using quenching + tempering method, power consumption is 280-320 degrees per ton.
8. PLC automatic intelligent control system for the interface of metal heat treatment equipment, “one-key start” production is worry-free.