- 08
- Apr
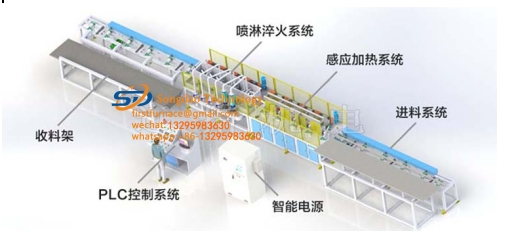
Pyöreän teräksen karkaisu- ja karkaisutuotantolinjan tärkeimmät tekniset parametrit
Pyöreän teräksen karkaisu- ja karkaisutuotantolinjan tärkeimmät tekniset parametrit:
1. Virtalähdejärjestelmä: sammutusvirtalähde + karkaisuvirtalähde
2. Tuntiteho on 0.5-2.5 tonnia ja käyttöalue on yli ø15-ø52 mm.
3. Kuljetusrullapöytä: Rullapöydän akseli ja työkappaleen akseli muodostavat 18-21° kulman. Työkappale pyörii samalla kun se liikkuu eteenpäin tasaisella nopeudella, mikä tekee kuumenemisesta tasaisemman. Uunin runkojen välinen rullapöytä on valmistettu 304 ei-magneettisesta ruostumattomasta teräksestä ja vesijäähdytteinen.
4. Rullapöydän ryhmittely: syöttöryhmää, anturiryhmää ja poistoryhmää ohjataan itsenäisesti, mikä mahdollistaa jatkuvan lämmityksen aiheuttamatta rakoa työkappaleiden väliin.
5. Lämpötilan suljetun silmukan ohjaus: sekä sammutuksessa että karkaisussa käytetään amerikkalaista Leitai-infrapunalämpömittarin suljetun silmukan ohjausjärjestelmää lämpötilan tarkkaan säätelyyn.
6. Teollinen tietokonejärjestelmä: työparametrien nykyisen tilan reaaliaikainen näyttö, työkappaleen parametrien muisti, tallennus, tulostus, vian näyttö, hälytys ja muut toiminnot.
7. Energian muunnos: käyttämällä sammutus + karkaisumenetelmää, virrankulutus on 280-320 astetta tonnia kohti.
8. PLC automaattinen älykäs ohjausjärjestelmä metallin lämpökäsittelylaitteiden liitännälle, “yhden avaimen käynnistys” on huoletonta.