- 08
- Apr
د ګردي فولادو quenching او tempering تولید لاین اصلي تخنیکي پارامترونه
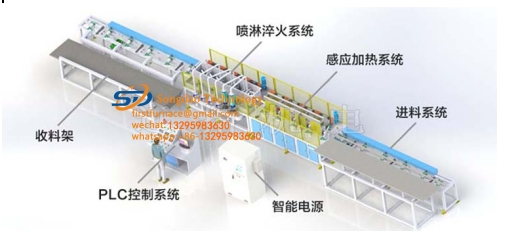
د ګردي فولادو quenching او tempering تولید لاین اصلي تخنیکي پارامترونه:
1. د بریښنا رسولو سیسټم: د بریښنا رسولو + د بریښنا رسولو تودوخه
2. په هر ساعت کې تولید 0.5-2.5 ټنه دی، او د غوښتنلیک ساحه د ø15-ø52mm څخه پورته ده.
3. د رسولو رولر میز: د رولر میز محور او د ورک پیس محور د 18-21° زاویه جوړوي. ورک پیس حرکت کوي پداسې حال کې چې په ثابت سرعت سره مخ په وړاندې ځي ترڅو تودوخه نور یونیفورم کړي. د فرنس د بدنونو ترمینځ رولر میز د 304 غیر مقناطیسي سټینلیس فولادو او د اوبو یخ شوي څخه جوړ شوی.
4. د رولر میز ګروپ کول: د تغذیه کولو ګروپ، د سینسر ګروپ او د خارجولو ګروپ په خپلواکه توګه کنټرول کیږي، کوم چې د دوامداره تودوخې لپاره مناسب دی پرته له دې چې د ورک پیسونو ترمنځ واټن رامنځته کړي.
5. د تودوخې تړل شوي لوپ کنټرول: د تودوخې په سمه توګه کنټرول کولو لپاره د تودوخې کنټرول او تودوخې دواړه د امریکایی لیتای انفراریډ ترمامیتر بند لوپ کنټرول سیسټم غوره کوي.
6. د صنعتي کمپیوټر سیسټم: د کاري پیرامیټونو اوسني حالت ریښتیني وخت ښودنه ، د ورک پیس پیرامیټر حافظه ، ذخیره کول ، چاپ کول ، د غلطۍ ښودنه ، الارم او نور افعال.
7. د انرژی تبادله: د quenching + tempering میتود په کارولو سره، د بریښنا مصرف په هر ټن کې 280-320 درجې دی.
8. د فلزي تودوخې درملنې تجهیزاتو انٹرفیس لپاره د PLC اتوماتیک هوښیار کنټرول سیسټم ، د “یو کلیدي پیل” تولید له اندیښنې وړ دی.