
- 06
- Sep
ઉચ્ચ આવર્તન ઇન્ડક્શન હીટર
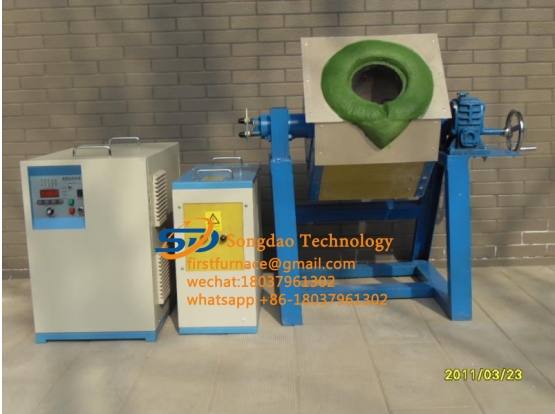
ઉચ્ચ આવર્તન ઇન્ડક્શન હીટરના તકનીકી પરિમાણો:
| પાવર સપ્લાય | એક તબક્કો
220V / 50Hz |
ત્રણ તબક્કા 380V/50Hz | ત્રણ તબક્કા 380V/50Hz | ત્રણ તબક્કા 380V/50Hz | ત્રણ તબક્કા 380V/50Hz | ત્રણ તબક્કા
380V / 50Hz |
| Voltageપરેટિંગ વોલ્ટેજ રેંજ | 220V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V |
| વર્તમાન ઇનપુટ | 35A | 45A | 80A | 120A | 180A | 240A |
| આઉટપુટ પાવર | 16KW | 30KW | 50KW | 80KW | 120KW | 160KW |
| ઓસિલેશન આવર્તન | 25 ~ 45KHz | 25 ~ 40KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz |
| ટ્રાન્સફોર્મરનું કદ (mm3) | 225 × 480 × 450 | 265 × 600 × 540 | 550 × 650 × 1260 | 500 × 800 × 580 | 500 × 800 × 580 | 500 × 800 × 580 |
ઉચ્ચ-આવર્તન ઇન્ડક્શન હીટર કેવી રીતે પસંદ કરવું?
1. ગરમ કરવા માટે વર્કપીસનો આકાર અને કદ: મોટા વર્કપીસ, બાર અને નક્કર સામગ્રીને પ્રમાણમાં powerંચી શક્તિ અને ઓછી આવર્તન સાથે ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ કરવો જોઈએ; નાના વર્કપીસ, પાઈપો, પ્લેટ્સ, ગિયર્સ, વગેરે માટે, પ્રમાણમાં ઓછી શક્તિ અને ઉચ્ચ આવર્તન ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ કરો.
2. ગરમ થવાનો વિસ્તાર: ઠંડા ગરમી, મોટા વિસ્તાર અને એકંદર ગરમી માટે, ઉચ્ચ શક્તિ અને ઓછી આવર્તનવાળા ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ; છીછરા ગરમી માટે, નાનો વિસ્તાર, સ્થાનિક ગરમી, પ્રમાણમાં ઓછી શક્તિ અને ઉચ્ચ આવર્તનવાળા ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ.
3. જરૂરી ગરમીની ઝડપ: ઝડપી ગરમીની ઝડપ જરૂરી છે. પ્રમાણમાં મોટી શક્તિ અને પ્રમાણમાં ઓછી આવર્તન સાથે ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ.
4. સાધનસામગ્રીનો સતત કામ કરવાનો સમય: સતત કામ કરવાનો સમય લાંબો છે, અને થોડી મોટી શક્તિ સાથે ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ થાય છે. તેનાથી વિપરીત, પ્રમાણમાં નાની શક્તિવાળા સાધનો પસંદ કરવામાં આવે છે.
5. ઇન્ડક્શન કમ્પોનન્ટ અને સાધનો વચ્ચે જોડાણ અંતર: જોડાણ લાંબુ છે, અને વોટર-કૂલ્ડ કેબલ કનેક્શન પણ જરૂરી છે. પ્રમાણમાં powerંચી શક્તિવાળા ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ કરવો જોઈએ.
6. પ્રક્રિયા જરૂરિયાતો: સામાન્ય રીતે કહીએ તો, શમન, વેલ્ડીંગ અને અન્ય પ્રક્રિયાઓ માટે, સંબંધિત શક્તિ ઓછી પસંદ કરી શકાય છે અને આવર્તન વધારે હોવી જોઈએ; ટેમ્પરિંગ, એનેલીંગ અને અન્ય પ્રક્રિયાઓ માટે, સંબંધિત શક્તિ વધારે હોવી જોઈએ અને આવર્તન ઓછી હોવી જોઈએ; લાલ પંચિંગ, હોટ ફોર્જિંગ, સ્મેલ્ટીંગ, વગેરે
7. વર્કપીસની સામગ્રી: ધાતુની સામગ્રીઓમાં, ઉચ્ચ ગલનબિંદુ પ્રમાણમાં મોટો છે, નીચલો ગલનબિંદુ પ્રમાણમાં નાનો છે; નીચી પ્રતિકારકતા વધારે છે, અને ઉચ્ચ પ્રતિકારકતા ઓછી છે.
ઉચ્ચ આવર્તન ઇન્ડક્શન હીટર અને મધ્યમ આવર્તન ઇન્ડક્શન હીટિંગ સાધનો વચ્ચે શું તફાવત છે?
ઉચ્ચ આવર્તન ઇન્ડક્શન હીટિંગ: 0.5-2 મીમી (મિલીમીટર) ની સખત depthંડાઈ સાથે, તે મુખ્યત્વે નાના અને મધ્યમ કદના ભાગો માટે વપરાય છે જે પાતળા કઠણ સ્તરની જરૂર પડે છે, જેમ કે નાના મોડ્યુલસ ગિયર્સ, નાના અને મધ્યમ કદના શાફ્ટ વગેરે. .
મધ્યવર્તી આવર્તન ઇન્ડક્શન હીટિંગ:
અસરકારક સખ્તાઇની depthંડાઈ 2-10 મીમી (મિલીમીટર) છે, જે મુખ્યત્વે એવા ભાગો માટે વપરાય છે જેને hardંડા કઠણ સ્તરની જરૂર પડે છે, જેમ કે મધ્યમ-મોડ્યુલસ ગિયર્સ, મોટા-મોડ્યુલસ ગિયર્સ અને મોટા વ્યાસવાળા શાફ્ટ, પરંતુ જાડાઈ અલગ છે.