
- 06
- Sep
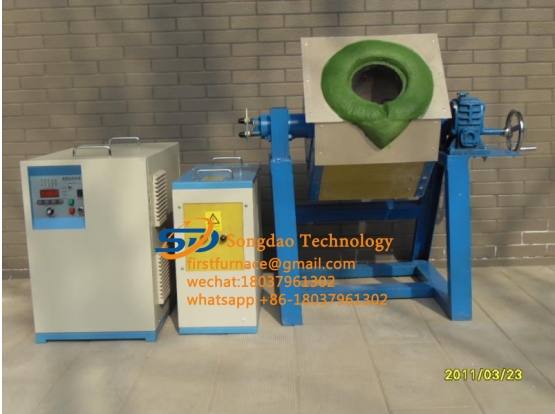
ഉയർന്ന ആവൃത്തിയിലുള്ള ഇൻഡക്ഷൻ ഹീറ്റർ
ഉയർന്ന ആവൃത്തിയിലുള്ള ഇൻഡക്ഷൻ ഹീറ്റർ
ഉയർന്ന ആവൃത്തിയിലുള്ള ഇൻഡക്ഷൻ ഹീറ്ററിന്റെ സാങ്കേതിക പാരാമീറ്ററുകൾ:
| വൈദ്യുത സംവിധാനം | ഒറ്റ ഘട്ടം
220V / 50Hz |
ത്രീ-ഫേസ് 380V/50Hz | ത്രീ-ഫേസ് 380V/50Hz | ത്രീ-ഫേസ് 380V/50Hz | ത്രീ-ഫേസ് 380V/50Hz | ത്രീ-ഫേസ്
380V / 50Hz |
| ഓപ്പറേറ്റിംഗ് വോൾട്ടേജ് ശ്രേണി | ക്സനുമ്ക്സവ് | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V |
| ഇൻപുട്ട് നിലവിലുള്ളത് | 35A | 45A | 80A | 120A | 180A | 240A |
| ഔട്ട്പുട്ട് പവർ | 16KW | 30KW | 50KW | 80KW | 120KW | 160KW |
| ഓസിസിലേഷൻ ആവൃത്തി | 25 ~ 45KHz | 25 ~ 40KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz |
| ട്രാൻസ്ഫോർമർ വലുപ്പം (mm3) | 225 × 480 × 450 | 265 × 600 × 540 | 550 × 650 × 1260 | 500 × 800 × 580 | 500 × 800 × 580 | 500 × 800 × 580 |
ഉയർന്ന ആവൃത്തിയിലുള്ള ഇൻഡക്ഷൻ ഹീറ്റർ എങ്ങനെ തിരഞ്ഞെടുക്കാം?
1. വർക്ക്പീസിന്റെ ആകൃതിയും വലുപ്പവും ചൂടാക്കണം: വലിയ വർക്ക്പീസുകൾ, ബാറുകൾ, ഖര വസ്തുക്കൾ എന്നിവ താരതമ്യേന ഉയർന്ന ശക്തിയും കുറഞ്ഞ ആവൃത്തിയും ഉള്ള ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ ഉപയോഗിക്കണം; ചെറിയ വർക്ക്പീസുകൾ, പൈപ്പുകൾ, പ്ലേറ്റുകൾ, ഗിയറുകൾ മുതലായവയ്ക്ക് താരതമ്യേന കുറഞ്ഞ വൈദ്യുതിയും ഉയർന്ന ആവൃത്തിയിലുള്ള ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങളും ഉപയോഗിക്കുക.
2. ചൂടാക്കേണ്ട പ്രദേശം: ആഴത്തിലുള്ള ചൂടാക്കലിനും വലിയ പ്രദേശത്തിനും മൊത്തത്തിലുള്ള ചൂടാക്കലിനും ഉയർന്ന ശക്തിയും കുറഞ്ഞ ആവൃത്തിയും ഉള്ള ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കണം; ആഴമില്ലാത്ത ചൂടാക്കലിനായി, ചെറിയ പ്രദേശം, പ്രാദേശിക താപനം, താരതമ്യേന കുറഞ്ഞ ശക്തിയും ഉയർന്ന ആവൃത്തിയും ഉള്ള ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കണം.
3. ആവശ്യമായ ചൂടാക്കൽ വേഗത: വേഗത്തിലുള്ള ചൂടാക്കൽ വേഗത ആവശ്യമാണ്. താരതമ്യേന വലിയ ശക്തിയും താരതമ്യേന കുറഞ്ഞ ആവൃത്തിയും ഉള്ള ഇൻഡക്ഷൻ ചൂടാക്കൽ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കണം.
4. ഉപകരണങ്ങളുടെ തുടർച്ചയായ പ്രവർത്തന സമയം: തുടർച്ചയായ പ്രവർത്തന സമയം ദൈർഘ്യമേറിയതാണ്, കൂടാതെ ചെറുതായി വലിയ ശക്തിയുള്ള ഇൻഡക്ഷൻ ചൂടാക്കൽ ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നു. നേരെമറിച്ച്, താരതമ്യേന ചെറിയ പവർ ഉള്ള ഉപകരണങ്ങൾ തിരഞ്ഞെടുത്തു.
5. ഇൻഡക്ഷൻ ഘടകവും ഉപകരണവും തമ്മിലുള്ള കണക്ഷൻ ദൂരം: കണക്ഷൻ ദൈർഘ്യമേറിയതാണ്, വെള്ളം തണുപ്പിച്ച കേബിൾ കണക്ഷൻ പോലും ആവശ്യമാണ്. താരതമ്യേന ഉയർന്ന withർജ്ജമുള്ള ഇൻഡക്ഷൻ ചൂടാക്കൽ ഉപകരണങ്ങൾ ഉപയോഗിക്കണം.
6. പ്രക്രിയ ആവശ്യകതകൾ: പൊതുവായി പറഞ്ഞാൽ, ശമിപ്പിക്കൽ, വെൽഡിംഗ്, മറ്റ് പ്രക്രിയകൾ എന്നിവയ്ക്കായി, ആപേക്ഷിക ശക്തി കുറവായി തിരഞ്ഞെടുക്കാം, ആവൃത്തി കൂടുതലായിരിക്കണം; ടെമ്പറിംഗ്, അനിയലിംഗ്, മറ്റ് പ്രക്രിയകൾ എന്നിവയ്ക്കായി, ആപേക്ഷിക ശക്തി കൂടുതലായിരിക്കണം, ആവൃത്തി കുറവായിരിക്കണം; ചുവന്ന പഞ്ചിംഗ്, ഹോട്ട് ഫോർജിംഗ്, സ്മെൽറ്റിംഗ് മുതലായവ, ഒരു നല്ല ഡൈതേർമി പ്രഭാവം ഉള്ള ഒരു പ്രക്രിയ ആവശ്യമാണെങ്കിൽ, പവർ വലുതായിരിക്കണം, ആവൃത്തി കുറവായിരിക്കണം.
7. വർക്ക്പീസിന്റെ മെറ്റീരിയൽ: ലോഹ വസ്തുക്കളിൽ, ഉയർന്ന ദ്രവണാങ്കം താരതമ്യേന വലുതാണ്, താഴ്ന്ന ദ്രവണാങ്കം താരതമ്യേന ചെറുതാണ്; താഴ്ന്ന പ്രതിരോധം കൂടുതലാണ്, ഉയർന്ന പ്രതിരോധം കുറവാണ്.
ഉയർന്ന ഫ്രീക്വൻസി ഇൻഡക്ഷൻ ഹീറ്ററും മീഡിയം ഫ്രീക്വൻസി ഇൻഡക്ഷൻ ഹീറ്റിംഗ് ഉപകരണവും തമ്മിലുള്ള വ്യത്യാസം എന്താണ്?
ഹൈ-ഫ്രീക്വൻസി ഇൻഡക്ഷൻ ചൂടാക്കൽ: 0.5-2 മില്ലീമീറ്റർ (മില്ലിമീറ്റർ) കട്ടിയുള്ള ആഴത്തിൽ, ഇത് പ്രധാനമായും ചെറിയ, ഇടത്തരം ഭാഗങ്ങൾക്ക്, ചെറിയ മോഡുലസ് ഗിയറുകൾ, ചെറുതും ഇടത്തരവുമായ ഷാഫ്റ്റുകൾ മുതലായ നേർത്ത കട്ടിയുള്ള പാളി ആവശ്യമാണ്. .
ഇന്റർമീഡിയറ്റ് ഫ്രീക്വൻസി ഇൻഡക്ഷൻ ചൂടാക്കൽ:
ഫലപ്രദമായ കാഠിന്യം ആഴം 2-10 മില്ലീമീറ്റർ (മില്ലിമീറ്റർ) ആണ്, ഇത് പ്രധാനമായും ആഴത്തിലുള്ള കട്ടിയുള്ള പാളി ആവശ്യമുള്ള ഭാഗങ്ങളായ ഇടത്തരം-മോഡുലസ് ഗിയറുകൾ, വലിയ-മോഡുലസ് ഗിയറുകൾ, വലിയ വ്യാസമുള്ള ഷാഫുകൾ എന്നിവയ്ക്കായി ഉപയോഗിക്കുന്നു, പക്ഷേ കനം വ്യത്യസ്തമാണ്.