
- 06
- Sep
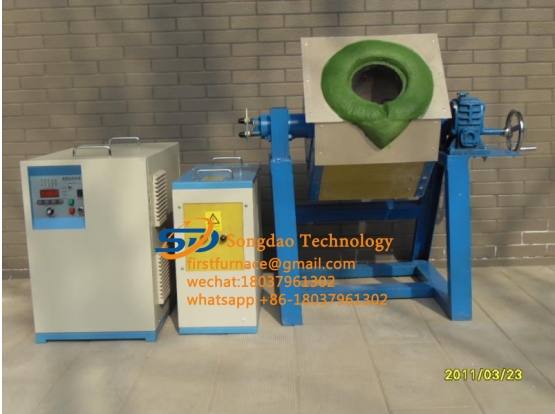
Yuqori chastotali indüksiyonli isitgich
Yuqori chastotali indüksiyonli isitgich
Yuqori chastotali indüksiyon isitgichning texnik parametrlari:
| elektr ta’minoti | Bir fazali
220V / 50Hz |
Uch fazali 380V/50Hz | Uch fazali 380V/50Hz | Uch fazali 380V/50Hz | Uch fazali 380V/50Hz | Uch fazali
380V / 50Hz |
| Ishlaydigan kuchlanish diapazoni | 220V | 360 V dan 420 V gacha | 360 V dan 420 V gacha | 360 V dan 420 V gacha | 360 V dan 420 V gacha | 360 V dan 420 V gacha |
| Kirish oqimi | 35A | 45A | 80A | 120A | 180A | 240A |
| chiqish Power | 16KW | 30KW | 50KW | 80KW | 120KW | 160KW |
| To’lqin chastotasi | 25 ~ 45 kHz | 25 ~ 40 kHz | 25 ~ 45 kHz | 25 ~ 45 kHz | 25 ~ 45 kHz | 25 ~ 45 kHz |
| Transformator o’lchami (mm3) | 225 × 480 × 450 | 265 × 600 × 540 | 550 × 650 × 1260 | 500 × 800 × 580 | 500 × 800 × 580 | 500 × 800 × 580 |
Yuqori chastotali indüksiyon isitgichni qanday tanlash mumkin?
1. Isitiladigan ishlov beriladigan qismning shakli va o’lchami: katta ish qismlari, panjaralar va qattiq materiallar nisbatan yuqori quvvatli va past chastotali indüksiyonli isitish uskunasidan foydalanishi kerak; kichik ish qismlari, quvurlar, plitalar, viteslar va boshqalar uchun nisbatan past quvvatli va yuqori chastotali indüksiyonli isitish uskunasidan foydalaning.
2. Isitiladigan maydon: chuqur isitish uchun, katta maydon va umumiy isitish uchun yuqori quvvatli va past chastotali indüksiyonli isitish uskunasini tanlash kerak; sayoz isitish uchun, kichik maydon, mahalliy isitish, nisbatan past quvvatli va yuqori chastotali indüksiyon isitish uskunasini tanlash kerak.
3. Kerakli isitish tezligi: Tez isitish tezligi talab qilinadi. Nisbatan katta quvvat va nisbatan past chastotali indüksiyonli isitish uskunalarini tanlash kerak.
4. Uskunaning uzluksiz ish vaqti: uzluksiz ish vaqti uzoq va biroz kattaroq quvvatga ega indüksiyonli isitish uskunasi ishlatiladi. Aksincha, nisbatan kichik quvvatga ega uskunalar tanlanadi.
5. Induksion komponent va uskuna orasidagi ulanish masofasi: ulanish uzoq, hatto suv bilan sovutilgan kabel aloqasi ham talab qilinadi. Nisbatan yuqori quvvatga ega bo’lgan indüksiyonli isitish uskunasidan foydalanish kerak.
6. Jarayonga qo’yiladigan talablar: Umuman aytganda, söndürme, payvandlash va boshqa jarayonlar uchun nisbiy quvvat pastroq tanlanishi mumkin va chastota yuqori bo’lishi kerak; temperlash, tavlash va boshqa jarayonlar uchun nisbiy quvvat yuqori va chastotasi past bo’lishi kerak; qizil punching, issiq zarb qilish, eritish va h.k., agar yaxshi diatermiya effektiga ega jarayon talab qilinsa, quvvat katta bo’lishi va chastotasi past bo’lishi kerak.
7. Ishlov beriladigan buyumning materiali: metall materiallar orasida yuqori erish nuqtasi nisbatan katta, quyi erish nuqtasi nisbatan kichik; pastki qarshilik yuqori va yuqori qarshilik past bo’ladi.
Yuqori chastotali indüksiyon isitgich va o’rta chastotali indüksiyon isitish uskunasi o’rtasidagi farq nima?
Yuqori chastotali indüksiyon isitish: Qattiqlashuv chuqurligi 0.5-2 mm (millimetr) bilan, asosan, kichik modulli viteslar, kichik va o’rta vallar va boshqalar kabi nozik qotib qolgan qatlamni talab qiladigan kichik va o’rta qismlar uchun ishlatiladi. .
O’rta chastotali indüksiyon isitish:
Samarali qotish chuqurligi 2-10 mm (millimetr) ni tashkil qiladi, bu asosan chuqurroq qotib qolgan qatlamni talab qiladigan qismlar uchun ishlatiladi, masalan, o’rta modulli tishli, katta modulli tishli va katta diametrli vallar.