
- 06
- Sep
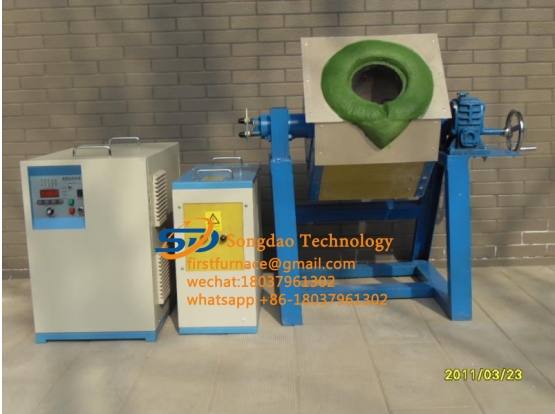
Yüksek frekanslı indüksiyon ısıtıcı
Yüksek frekanslı indüksiyon ısıtıcı
Yüksek frekanslı indüksiyon ısıtıcısının teknik parametreleri:
| Power Supply | Tek aşama
220V / 50Hz |
Üç fazlı 380V/50Hz | Üç fazlı 380V/50Hz | Üç fazlı 380V/50Hz | Üç fazlı 380V/50Hz | Üç faz
380V / 50Hz |
| Çalışma gerilimi aralığı | 220V | 360V ~420V | 360V ~420V | 360V ~420V | 360V ~420V | 360V ~420V |
| Giren akım | 35A | 45A | 80A | 120A | 180A | 240A |
| Çıkış Gücü | 16KW | 30KW | 50KW | 80KW | 120KW | 160KW |
| Salınım frekansı | 25 ~45KHz | 25 ~40KHz | 25 ~45KHz | 25 ~45KHz | 25 ~45KHz | 25 ~45KHz |
| Trafo boyutu ( mm3) | 225 × 480 × 450 | 265 × 600 × 540 | 550 × 650 × 1260 | 500 × 800 × 580 | 500 × 800 × 580 | 500 × 800 × 580 |
Yüksek frekanslı bir indüksiyon ısıtıcısı nasıl seçilir?
1. Isıtılacak iş parçasının şekli ve boyutu: büyük iş parçaları, çubuklar ve katı malzemeler, nispeten yüksek güç ve düşük frekanslı endüksiyonlu ısıtma ekipmanı kullanmalıdır; küçük iş parçaları, borular, plakalar, dişliler vb. için nispeten düşük güçlü ve yüksek frekanslı Endüksiyonlu ısıtma ekipmanı kullanın.
2. Isıtılacak alan: derin ısıtma, geniş alan ve genel ısıtma için yüksek güçlü ve düşük frekanslı indüksiyonlu ısıtma ekipmanı seçilmelidir; sığ ısıtma, küçük alan, yerel ısıtma, nispeten düşük güç ve yüksek frekanslı indüksiyon ısıtma ekipmanı seçilmelidir.
3. Gerekli ısıtma hızı: Hızlı ısıtma hızı gereklidir. Nispeten büyük güce ve nispeten düşük frekansa sahip endüksiyonlu ısıtma ekipmanı seçilmelidir.
4. Ekipmanın sürekli çalışma süresi: sürekli çalışma süresi uzundur ve biraz daha büyük güce sahip indüksiyonlu ısıtma ekipmanı kullanılır. Aksine, nispeten küçük güce sahip ekipman seçilir.
5. İndüksiyon bileşeni ile ekipman arasındaki bağlantı mesafesi: bağlantı uzundur ve hatta su soğutmalı kablo bağlantısı gereklidir. Nispeten yüksek güce sahip endüksiyonlu ısıtma ekipmanı kullanılmalıdır.
6. Proses gereksinimleri: Genel olarak, su verme, kaynaklama ve diğer prosesler için bağıl güç daha düşük seçilebilir ve frekans daha yüksek olmalıdır; tavlama, tavlama ve diğer işlemler için bağıl güç daha yüksek ve frekans daha düşük olmalıdır; kırmızı zımbalama, sıcak dövme, Eritme vb. iyi bir diatermi etkisi olan bir işlem gerekiyorsa, güç daha büyük olmalı ve frekans daha düşük olmalıdır.
7. İş parçasının malzemesi: metal malzemeler arasında, daha yüksek erime noktası nispeten büyüktür, daha düşük erime noktası nispeten küçüktür; düşük özdirenç daha yüksek ve yüksek özdirenç daha düşüktür.
Yüksek frekanslı indüksiyonlu ısıtıcı ile orta frekanslı indüksiyonlu ısıtma ekipmanı arasındaki fark nedir?
Yüksek frekanslı endüksiyonlu ısıtma: 0.5-2 mm (milimetre) sertleştirme derinliği ile, esas olarak küçük modül dişliler, küçük ve orta boy şaftlar vb. gibi ince sertleştirilmiş bir katman gerektiren küçük ve orta büyüklükteki parçalar için kullanılır. .
Ara frekans indüksiyonlu ısıtma:
Etkili sertleştirme derinliği 2-10 mm’dir (milimetre), bu esas olarak orta modüllü dişliler, büyük modüllü dişliler ve daha büyük çaplı şaftlar gibi daha derin sertleştirilmiş bir katman gerektiren parçalar için kullanılır, ancak kalınlık farklıdır.