
- 06
- Sep
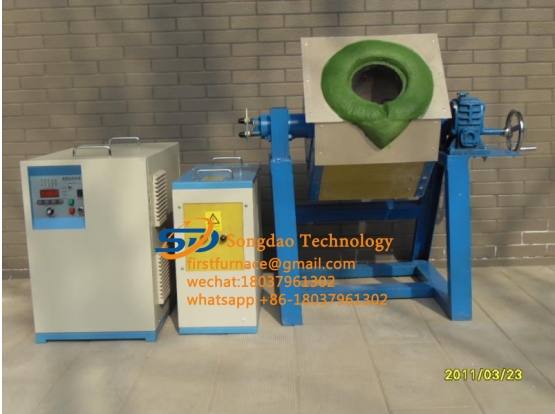
Högfrekvent induktionsvärmare
Tekniska parametrar för högfrekvent induktionsvärmare:
| Strömförsörjning | En fas
220V / 50Hz |
Trefas 380V/50Hz | Trefas 380V/50Hz | Trefas 380V/50Hz | Trefas 380V/50Hz | Tre fas
380V / 50Hz |
| Driftspänningsområde | 220V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V | 360V ~ 420V |
| Inström | 35A | 45A | 80A | 120A | 180A | 240A |
| Uteffekt | 16KW | 30KW | 50KW | 80KW | 120KW | 160KW |
| Oscillationsfrekvens | 25 ~ 45KHz | 25 ~ 40KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz |
| Transformatorstorlek (mm3) | 225 × 480 × 450 | 265 × 600 × 540 | 550 × 650 × 1260 | 500 × 800 × 580 | 500 × 800 × 580 | 500 × 800 × 580 |
Hur väljer jag en högfrekvent induktionsvärmare?
1. Formen och storleken på arbetsstycket som ska värmas: stora arbetsstycken, stänger och fasta material bör använda induktionsvärmeutrustning med relativt hög effekt och låg frekvens; För små arbetsstycken, rör, plattor, kugghjul, etc., använd relativt låg effekt och högfrekvent induktionsvärmeutrustning.
2. Område som ska värmas: för djup uppvärmning, stort område och totalvärme bör induktionsvärmeutrustning med hög effekt och låg frekvens väljas; för grund uppvärmning, liten yta, lokal uppvärmning, induktionsvärmeutrustning med relativt låg effekt och hög frekvens bör väljas.
3. Nödvändig uppvärmningshastighet: Snabb uppvärmningshastighet krävs. Induktionsvärmeutrustning med relativt stor effekt och relativt låg frekvens bör väljas.
4. Utrustningens kontinuerliga arbetstid: den kontinuerliga arbetstiden är lång och induktionsvärmeutrustningen med en något större effekt används. Tvärtom väljs utrustningen med relativt liten effekt.
5. Anslutningsavståndet mellan induktionskomponenten och utrustningen: anslutningen är lång och till och med vattenkyld kabelanslutning krävs. Induktionsvärmeutrustning med relativt hög effekt bör användas.
6. Processkrav: Generellt sett för släckning, svetsning och andra processer kan den relativa effekten väljas lägre och frekvensen bör vara högre; för härdning, glödgning och andra processer bör den relativa effekten vara högre och frekvensen bör vara lägre; röd stansning, het smide, smältning etc., om en process med god diatermieffekt krävs, bör effekten vara större och frekvensen vara lägre.
7. Materialet i arbetsstycket: bland metallmaterialen är den högre smältpunkten relativt stor, den lägre smältpunkten är relativt liten; den lägre resistiviteten är högre, och den högre resistiviteten är lägre.
Vad är skillnaden mellan högfrekvent induktionsvärmare och medelhög frekvensinduktionsvärmeutrustning?
Högfrekvent induktionsvärme: Med ett härdningsdjup på 0.5-2 mm (millimeter) används det huvudsakligen för små och medelstora delar som kräver ett tunt härdat lager, såsom små moduler, små och medelstora axlar etc. .
Mellanfrekvensinduktionsvärme:
Det effektiva härdningsdjupet är 2-10 mm (millimeter), som huvudsakligen används för delar som kräver ett djupare härdat lager, till exempel medelstora moduler, stora moduler och axlar med större diametrar, men tjockleken är annorlunda.