
- 06
- Sep
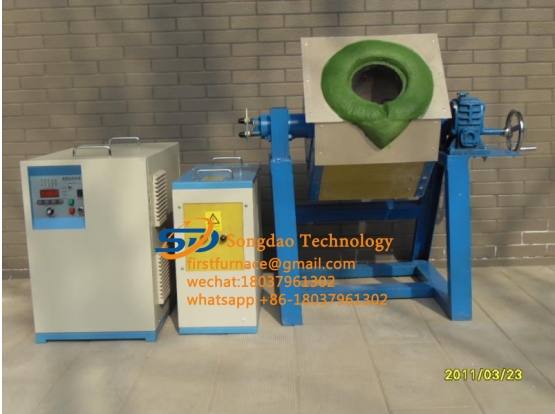
ہائی فریکوئنسی انڈکشن ہیٹر۔
ہائی فریکوئنسی انڈکشن ہیٹر کے تکنیکی پیرامیٹرز:
| بجلی کی فراہمی | ایک مرحلہ
220V / 50Hz |
تین فیز 380V/50Hz۔ | تین فیز 380V/50Hz۔ | تین فیز 380V/50Hz۔ | تین فیز 380V/50Hz۔ | تھری فیز
380V / 50Hz |
| آپریٹنگ وولٹیج کی حد | 220V | 360V ~ 420V۔ | 360V ~ 420V۔ | 360V ~ 420V۔ | 360V ~ 420V۔ | 360V ~ 420V۔ |
| موجودہ ان پٹ | 35A | 45A | 80A | 120A | 180A | 240A |
| پیداوار پاور | 16KW | 30KW | 50KW | 80KW | 120KW | 160KW |
| آسنشن تعدد | 25 ~ 45KHz | 25 ~ 40KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz | 25 ~ 45KHz |
| ٹرانسفارمر سائز (ملی میٹر 3) | 225 × 480 × 450 | 265 × 600 × 540 | 550 × 650 × 1260 | 500 × 800 × 580 | 500 × 800 × 580 | 500 × 800 × 580 |
ہائی فریکوئنسی انڈکشن ہیٹر کا انتخاب کیسے کریں؟
1. گرم کرنے کے لیے ورک پیس کی شکل اور سائز: بڑے ورک پیس ، سلاخیں اور ٹھوس مواد نسبتا high زیادہ پاور اور کم فریکوئنسی والے انڈکشن ہیٹنگ کا سامان استعمال کریں۔ چھوٹے کام کے ٹکڑوں ، پائپوں ، پلیٹوں ، گیئرز وغیرہ کے لیے ، نسبتا low کم طاقت اور ہائی فریکوئنسی انڈکشن ہیٹنگ کا سامان استعمال کریں۔
2. گرم کرنے کے لیے علاقہ: گہری حرارتی ، بڑے علاقے اور مجموعی طور پر حرارتی نظام کے لیے انڈکشن ہیٹنگ کا سامان جس میں اعلی طاقت اور کم تعدد ہو ، منتخب کیا جانا چاہیے۔ اتلی ہیٹنگ کے لیے
3. مطلوبہ حرارتی رفتار: تیز حرارتی رفتار درکار ہے۔ نسبتا large بڑی طاقت اور نسبتا low کم تعدد کے ساتھ انڈکشن ہیٹنگ کا سامان منتخب کیا جانا چاہیے۔
4. سامان کا مسلسل کام کرنے کا وقت: مسلسل کام کرنے کا وقت طویل ہے ، اور تھوڑی بڑی طاقت کے ساتھ انڈکشن ہیٹنگ کا سامان استعمال کیا جاتا ہے۔ اس کے برعکس ، نسبتا small چھوٹی طاقت والا سامان منتخب کیا جاتا ہے۔
5. انڈکشن جزو اور سامان کے درمیان کنکشن کا فاصلہ: کنکشن لمبا ہے ، اور یہاں تک کہ واٹر ٹھنڈا کیبل کنکشن بھی درکار ہے۔ نسبتا high زیادہ طاقت والے انڈکشن ہیٹنگ کا سامان استعمال کیا جانا چاہیے۔
6. عمل کی ضروریات: عام طور پر ، بجھانے ، ویلڈنگ اور دیگر عمل کے لیے ، رشتہ دار طاقت کو کم منتخب کیا جاسکتا ہے اور تعدد زیادہ ہونا چاہیے۔ ٹیمپرنگ ، اینیلنگ اور دیگر عمل کے لیے ، رشتہ دار کی طاقت زیادہ ہونی چاہیے اور تعدد کم ہونا چاہیے۔ سرخ چھدرن ، گرم جعل سازی ، دھواں ، وغیرہ ، اگر ایک اچھا ڈائیتھرمی اثر والا عمل درکار ہو تو طاقت زیادہ ہونی چاہیے اور تعدد کم ہونا چاہیے۔
7. ورک پیس کا مواد: دھاتی مواد میں ، زیادہ پگھلنے کا نقطہ نسبتا بڑا ہے ، نچلا پگھلنے کا مقام نسبتا چھوٹا ہے۔ کم مزاحمت زیادہ ہے ، اور اعلی مزاحمت کم ہے۔
ہائی فریکوئنسی انڈکشن ہیٹر اور میڈیم فریکوئنسی انڈکشن ہیٹنگ آلات میں کیا فرق ہے؟
ہائی فریکوئینسی انڈکشن ہیٹنگ: 0.5-2 ملی میٹر (ملی میٹر) کی سختی کی گہرائی کے ساتھ ، یہ بنیادی طور پر چھوٹے اور درمیانے درجے کے حصوں کے لئے استعمال ہوتا ہے جس میں پتلی سخت پرت کی ضرورت ہوتی ہے ، جیسے چھوٹے ماڈیولس گیئرز ، چھوٹے اور درمیانے درجے کے شافٹ وغیرہ۔ .
انٹرمیڈیٹ فریکوئنسی انڈکشن ہیٹنگ:
مؤثر سختی کی گہرائی 2-10 ملی میٹر (ملی میٹر) ہے ، جو بنیادی طور پر ان حصوں کے لیے استعمال ہوتی ہے جن میں گہری سخت پرت کی ضرورت ہوتی ہے ، جیسے درمیانے درجے کے ماڈیولس گیئرز ، بڑے ماڈیولس گیئرز اور بڑے قطر کے شافٹ ، لیکن موٹائی مختلف ہوتی ہے۔