
- 08
- Apr
Jak przebiega hartowanie automatycznego, giętkiego pieca indukcyjnego z wałem korbowym?
Jak twardnieje automatyczny, elastyczny piec indukcyjny z wałem korbowym, pracy?
Ze względu na ciągłą aktualizację struktury produktu i potrzeby produkcyjne wielu odmian produktów, prężnie rozwinęły się elastyczne jednostki produkcyjne i w pełni automatyczny, elastyczny piec indukcyjny z wałem korbowym, pojawiła się usługa hartowania dla hartowania indukcyjnego szyjki wału korbowego. W pełni automatyczny elastyczny wał korbowy Hartowanie w piecu indukcyjnym zapewnia wysoką wydajność i niski nakład pracy. Dzięki niewielkim korektom może dostosować się do charakterystyki produkcji wielu typów wałów korbowych. Obecnie hartowanie w pełni automatycznego elastycznego pieca indukcyjnego z wałem korbowym może ogólnie wytwarzać wiele odmian czterocylindrowych i sześciocylindrowych wałów korbowych. W hartowanej części oprócz czopa głównego i czopu korbowodu (różne szerokości) można również hartować czopy końcowe, kołnierze i inne części.
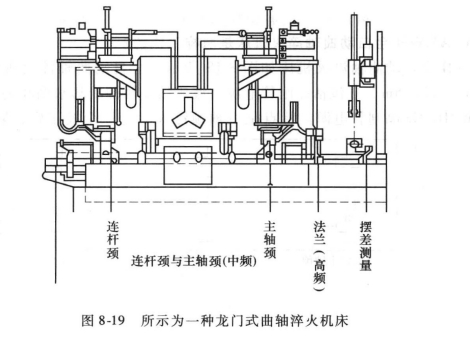
Rysunek 8.19 przedstawia hartowanie pieca indukcyjnego z wałem korbowym typu gantry. Szyjka korbowodu jest hartowana z jednej strony (częstotliwość pośrednia), a szyjka wału głównego jest hartowana z drugiej strony (częstotliwość pośrednia); przednia część poddawana jest hartowaniu kołnierzy za pomocą zasilacza ultra-audio, a na końcu wykrywany jest błąd kołysania.
Układ sterowania i charakterystyki hartowania elastycznego pieca indukcyjnego z wałem korbowym są następujące:
1) Jeśli chodzi o zasilanie, obecnie stosowany jest zasilacz tranzystorowy IGBT, a istnieją zasilacze o zmiennej częstotliwości, takie jak zasilacze dwuczęstotliwościowe 10kHz/40kHz lub 10kHz/25kHz.
2) Na panelu sterowania znajduje się programator, który może ustawić sekwencję przetwarzania, położenie czujnika, czas ogrzewania, wstępnego chłodzenia i chłodzenia oraz moc wyjściową (w tym kąt obrotu do zmiany mocy, czyli moc jest dystrybuowane według różnych uprawnień). Monitoruj (górne i dolne wartości graniczne) czas nagrzewania, wstępne chłodzenie, chłodzenie, moc wyjściową, napięcie, prąd, gięcie czopu pośredniego, przepływ wody, temperaturę wody, wartości monitorowania energii itp. Większość komputerów w pełni automatycznego hartowania wału korbowego maszyna przyjęła teraz siemens810, a niektóre przyjęły 840. Monitory energii były powszechnie stosowane w tym urządzeniu. W szczególności istnieją mierniki współczynnika oscylacji do monitorowania, czy czujnik jest uszkodzony, a także do monitorowania odkształcenia gięcia wału korbowego oraz do drukowania elementów kontrolnych i wielkości gięcia za pomocą drukarki.
