
- 08
- Apr
Как происходит закалка автоматической индукционной нагревательной печи с гибким коленчатым валом?
Как происходит закалка автоматическая индукционная нагревательная печь с гибким коленчатым валом работать?
Благодаря постоянному обновлению структуры продукта и производственных потребностей в различных видах продукции, гибкие производственные подразделения активно развивались и полностью автоматическая индукционная нагревательная печь с гибким коленчатым валом Появилась услуга по индукционной закалке шейки коленчатого вала. Полностью автоматический гибкий коленчатый вал Индукционно-нагревательная закалочная печь имеет высокую производительность и малую трудоемкость. С небольшими корректировками он может адаптироваться к характеристикам производства нескольких типов коленчатых валов. В настоящее время закалка в полностью автоматической индукционной нагревательной печи с гибким коленчатым валом обычно позволяет производить несколько разновидностей четырехцилиндровых и шестицилиндровых коленчатых валов. В закаленной части, помимо коренной шейки и шатунной шейки (различной ширины), также могут быть закалены концевые шейки, фланцы и другие детали.
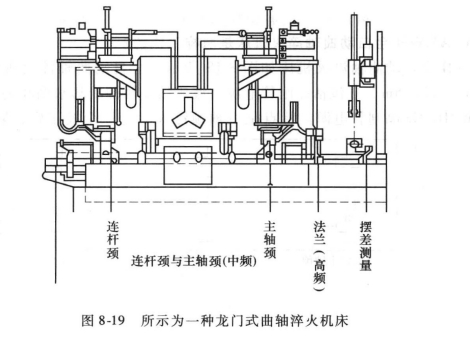
На рис. 8.19 показана закалка в печи индукционного нагрева с коленчатым валом портального типа. Шейка шатуна закалена с одной стороны (промежуточная частота), а шейка главного вала закалена с другой стороны (промежуточная частота); передняя часть подвергается закалке фланца с помощью источника питания ультра-аудио, и, наконец, обнаруживается ошибка качания.
Система управления и характеристики закалки печи индукционного нагрева с гибким коленчатым валом следующие:
1) Что касается источника питания, в настоящее время используется источник питания на транзисторах IGBT, а также существуют источники питания с переменной частотой, такие как двухчастотный источник питания 10 кГц/40 кГц или 10 кГц/25 кГц.
2) На панели управления есть программатор, который может установить последовательность обработки, положение датчика, время нагрева, предварительного охлаждения и охлаждения, а также выходную мощность (включая угол поворота для изменения мощности, то есть мощность распределяются по разным силам). Мониторинг (верхние и нижние предельные значения) времени нагрева, предварительного охлаждения, охлаждения, выходной мощности, напряжения, тока, изгиба промежуточной шейки, расхода воды, температуры воды, значений контроля энергии и т. д. Большинство компьютеров с полностью автоматической закалкой коленчатого вала машины теперь приняли siemens810, а некоторые приняли 840. В этом устройстве обычно используются мониторы энергии. В частности, существуют измерители коэффициента колебаний для контроля поломки датчика, а также для контроля деформации изгиба коленчатого вала, а также для печати элементов контроля и степени изгиба на принтере.
