
- 08
- Apr
How does the hardening of the automatic flexible crankshaft induction heating furnace work?
How does the hardening of the automatic flexible crankshaft induction heating furnace work?
Due to the continuous update of product structure and the production needs of multiple varieties of products, flexible manufacturing units have developed vigorously, and a fully automatic flexible crankshaft induction heating furnace quenching service for crankshaft neck induction quenching has emerged. Fully automatic flexible crankshaft Induction heating furnace quenching has high productivity and low labor. With slight adjustments, it can adapt to the characteristics of the production of multiple types of crankshafts. At present, the quenching of the fully automatic flexible crankshaft induction heating furnace can generally produce multiple varieties of four-cylinder and six-cylinder crankshafts. In the quenched part, in addition to the main journal and connecting rod journal (various widths), end journals, flanges and other parts can also be quenched.
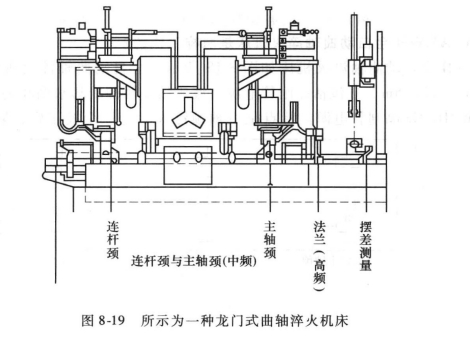
Figure 8.19 shows a gantry type crankshaft induction heating furnace quenching. The connecting rod neck is quenched on one side (intermediate frequency), and the main shaft neck is quenched on the other side (intermediate frequency); the front part is subjected to flange quenching with an ultra-audio power supply, and finally the swing error is detected.
The control system and characteristics of the hardening of the flexible crankshaft induction heating furnace are as follows:
1) In terms of power supply, IGBT transistor power supply is currently used, and there are power supplies with variable frequency, such as 10kHz/40kHz or 10kHz/25kHz dual-frequency power supply.
2) There is a programmer on the control panel, which can set the processing sequence, sensor position, heating, pre-cooling, and cooling time, and output power (including the rotation angle to change the power, that is, the power is distributed according to different powers). Monitor (upper and lower limit values) heating time, pre-cooling, cooling, output power, voltage, current, intermediate journal bending, water flow, water temperature, energy monitoring values, etc. Most of the computers of the fully automatic crankshaft hardening machine have now adopted siemens810, and some have adopted 840. Energy monitors have been commonly used in this device. Specially, there are oscillation factor meters to monitor whether the sensor is broken, as well as to monitor the bending deformation of the crankshaft, and to print the monitoring items and the amount of bending with a printer.
