- 15
- Sep
معدات التسخين التعريفي الصلب المصهور البوتقة الصب المستمر
الصب المستمر البوتقة المصهور الصلب معدات التدفئة التعريفي
نظرة عامة 1
تم تطوير تكنولوجيا معدات التسخين بالحث الصلب المصهور Tundish مع تقدم تكنولوجيا الصب المستمر ، وتحسين متطلبات جودة الفولاذ ، والحاجة إلى توفير الطاقة وخفض الاستهلاك ، والتوافق بين عمليات التكرير الخارجية والصب المستمر. درجات الصلب المختلفة لها متطلبات مختلفة على AT من سخونة الفولاذ المصهور. بالنسبة للألواح السميكة ، من أجل تقليل التشققات الداخلية والمركز الفضفاض ، يجب أن يكون AT منخفضًا (5 ~ 200T) ؛ بالنسبة للألواح الرقيقة المدلفنة على البارد ، يجب أن يكون السطح ذو جودة جيدة. أعلى (15 ~ 300 ℃). ومع ذلك ، يجب تثبيت الحرارة الفائقة للفولاذ المنصهر ضمن نطاق معين لتقليل التقلبات. يعد هذا شرطًا ضروريًا لضمان التقدم السلس في إنتاج الصب المستمر ، ومنع انسداد الفوهة أو منع حوادث التسرب ، وضمان جودة ألواح الصب. إن تعزيز وظيفة التسخين في البوتقة يجعل من الممكن التحكم في درجة حرارة الفولاذ المصهور بثبات. تتقلب درجة حرارة الفولاذ المصهور لمغرفة مختلفة ، مما يؤثر سلبًا على عملية الصب المستمرة ، ويمكن أن يعوض تسخين البوتقة عن ذلك إلى حد ما. ومع ذلك ، يجب الإشارة إلى أن الحفاظ على درجة حرارة فولاذية منصهرة مستقرة تعتمد بشكل أساسي على درجة حرارة التنصت المناسبة وهيكل الضبط بعد التنصت ، ويمكن أن يلعب التسخين اللطيف دورًا إضافيًا فقط. ومع ذلك ، فإن تسخين الفولاذ المصهور والتحكم فيه في البوتقة لا يزال يحظى باهتمام المجتمع المعدني. أجرت بعض البلدان التي تمثلها اليابان والولايات المتحدة والمملكة المتحدة وفرنسا أبحاثًا متتالية حول تكنولوجيا تسخين الفولاذ المصهور من السبعينيات إلى الثمانينيات. طورت شركة Kawasaki اليابانية لأول مرة وحصلت على براءة اختراع يابانية في وقت مبكر من عام 1970. وفي الوقت الحالي ، فإن تقنية تسخين الفولاذ المصهور البوتقة المطورة بنجاح أو قيد التطوير عادة ما تعتمد طريقة التسخين الفيزيائي. في طريقة التسخين الفيزيائي ، تستخدم الطاقة الكهربائية كمصدر للحرارة ويتم تحويلها وفقًا للطاقة الكهربائية. يمكن تقسيم الآليات المختلفة إلى: معدات تسخين بالحث الكهرومغناطيسي ، وتسخين بالبلازما ، وتسخين الخبث الكهربائي ، وتكنولوجيا تسخين سيراميك DC.
تتميز معدات التسخين بالحث الحثي بالخصائص التالية:
(1) سرعة تسخين سريعة وكفاءة تسخين كهربائية عالية ؛
(2) بعض الأنواع لها أيضًا تأثير تقليب كهرومغناطيسي معين ، مما يؤدي إلى إزالة الشوائب ؛
(3) من السهل التحكم في درجة حرارة العملية ، والأهم من ذلك هو التحكم بدقة أكبر في درجة حرارة الفولاذ المصهور ؛
(4) قوة التسخين محدودة بعمق مستوى السائل البوتقة. فقط عندما يتراكم الفولاذ المصهور في البوتقة إلى عمق معين ، يمكن أن يستمر التسخين بسلاسة.
هناك عدة أنواع من معدات التسخين بالحث التعريفي:
(1) وفقًا لنوع المحرِّض ، يمكن تقسيمه إلى معدات تسخين بالحث عديم النواة ومعدات تسخين حثي محفور ؛
(2) وفقًا لهيكل المحث ، يمكن تقسيمه إلى نوع خطأ متزايد ونوع نفق (أخدود ، خندق منصهر) معدات تسخين بالحث ؛
(3) وفقًا لجزء التسخين ، يمكن تقسيمه إلى تدفئة محلية وتدفئة عامة.
2 جهاز معدات التسخين بالحث الكهرومغناطيسي المصهور المتواصل من الفولاذ المصهور
2. 1 جهاز تسخين بالحث الكهرومغناطيسي اللولبي متطابق مع آلة الصب الأفقي المستمر
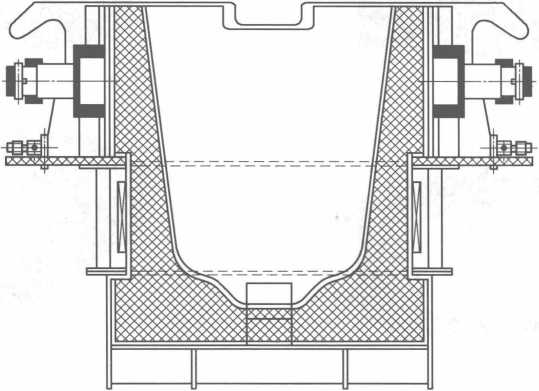
يظهر في الشكل 10-7 معدات تسخين الحث الكهرومغناطيسي المتوافقة مع آلة الصب المستمر الأفقية.
يتم الآن شرح عملية إنتاج مصنع الفولاذ المقاوم للصدأ.
الشكل 10-7 معدات تسخين بالحث الكهرومغناطيسي Tundish متوافقة مع آلة الصب المستمر الأفقية
 بعد تجميع جميع أنواع الفولاذ المقاوم للصدأ ، يتم تحميلهم في ثلاثة أفران حثية 5 طن من خزان التغذية بالرافعات. بعد صهر خردة الفولاذ إلى درجة الحرارة المطلوبة (حوالي 1650 درجة مئوية) ، يُسكب الفولاذ المصهور في فرن الحث في المغرفة ، ثم تُستخدم الشاحنة تصب الفولاذ المصهور في فرن 8t AOD ، حيث يخضع لإزالة الكربنة ، الخبث وإزالة الكبريت وإزالة الكبريت ، وتعديل تركيبة السبيكة (بشكل أساسي Cr ، Ni) ، ثم الفولاذ المصهور (تلبي التركيبة ودرجة الحرارة المتطلبات) ضع الفولاذ المصهور في المغرفة في المغرفة واستخدم الرافعة للصب الفولاذ المصهور في المغرفة في مغرفة 8t معدات التسخين بالحث الكهرومغناطيسي. يتم سحب سائل الفولاذ المقاوم للصدأ الذي يتم تسخينه عن طريق الحفاظ على الحرارة ويصب في قضيب دائري بواسطة آلة صب أفقي مستمر ويتم دفعه أخيرًا إلى سرير التبريد عن طريق التشكيل والقص. .
بعد تجميع جميع أنواع الفولاذ المقاوم للصدأ ، يتم تحميلهم في ثلاثة أفران حثية 5 طن من خزان التغذية بالرافعات. بعد صهر خردة الفولاذ إلى درجة الحرارة المطلوبة (حوالي 1650 درجة مئوية) ، يُسكب الفولاذ المصهور في فرن الحث في المغرفة ، ثم تُستخدم الشاحنة تصب الفولاذ المصهور في فرن 8t AOD ، حيث يخضع لإزالة الكربنة ، الخبث وإزالة الكبريت وإزالة الكبريت ، وتعديل تركيبة السبيكة (بشكل أساسي Cr ، Ni) ، ثم الفولاذ المصهور (تلبي التركيبة ودرجة الحرارة المتطلبات) ضع الفولاذ المصهور في المغرفة في المغرفة واستخدم الرافعة للصب الفولاذ المصهور في المغرفة في مغرفة 8t معدات التسخين بالحث الكهرومغناطيسي. يتم سحب سائل الفولاذ المقاوم للصدأ الذي يتم تسخينه عن طريق الحفاظ على الحرارة ويصب في قضيب دائري بواسطة آلة صب أفقي مستمر ويتم دفعه أخيرًا إلى سرير التبريد عن طريق التشكيل والقص. .
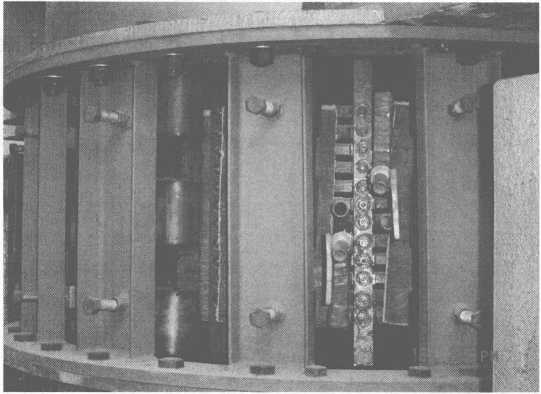
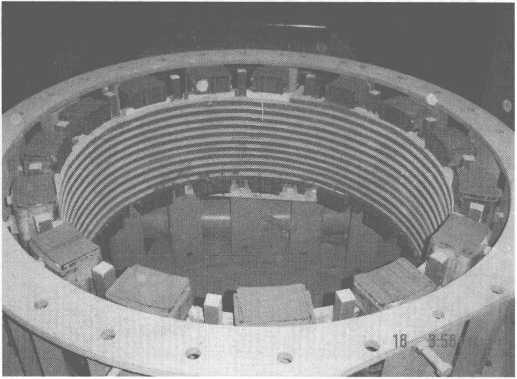
يظهر الشكل المادي لمغرفة معدات التسخين بالحث الكهرومغناطيسي 8 أ في الشكل 10-8.
معدات تسخين الحث الكهرومغناطيسي 8t و 14t ، يمكن لمعدات التسخين بالحث الكهرومغناطيسي التحكم بدقة ودقة في درجة حرارة الفولاذ المصهور (نطاق الخطأ هو فقط ± 5 ~ 6 ℃) ، وبالتالي ضمان جودة البليت. بالإضافة إلى ذلك ، يمكن أيضًا تمديد وقت ضبط درجة حرارة البوتقة بشكل مناسب ، مما يدل على التأثير الجيد لمعدات التسخين بالحث.
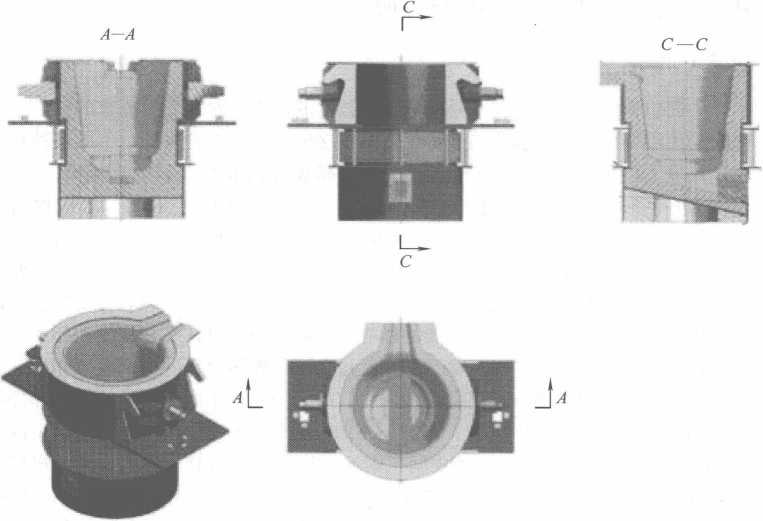
2. 2 جهاز Tundish لمعدات التسخين التعريفي لآلة الصب المستمر للقوس
يظهر في الشكل 10-9 جهاز tundish لمعدات التسخين التعريفي لآلة الصب المستمر للقوس.
بعد أن تتبنى عجلة العجلة المستمرة لقضبان القوس الكهربائي آلة التسخين بالحث الكهرومغناطيسي ، يمكن خفض درجة حرارة التنصت (على سبيل المثال ، يمكن أن يكون
الشكل 10-9 جهاز Tundish لمعدات التسخين التعريفي لآلة صب القوس المستمر
من 1700 درجة مئوية إلى 1650 درجة مئوية) ، هذا لا يساعد فقط على تحسين عمر بطانة أفران صناعة الصلب (المحول ، فرن القوس الكهربائي أو فرن الحث) ، ولكنه أيضًا يثبت درجة حرارة الفولاذ المصهور في الصب المستمر ويضمن جودة مستمرة قوالب الصب.
بناءً على المقدمة أعلاه ، يمكن اعتبار أن معدات التسخين بالحث المغناطيسي اللولبي المصبوب المستمر هي تقنية جديدة موفرة للطاقة وصديقة للبيئة. يعتبر اعتماد هذا الجهاز مشروع تحول تكنولوجي مثالي نسبيًا لمؤسسات التعدين ، وهو جدير بالترويج والاستخدام.
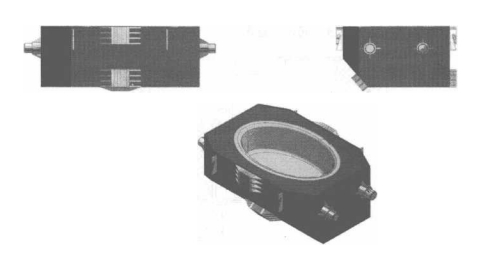
يوضح الشكل 10-10 معدات التسخين بالحث الكهرومغناطيسي البوتقة 16t.
الشكل 10-10 16t معدات تسخين بالحث الكهرومغناطيسي tundish
الشكل 10-11 هو رسم تخطيطي لمعدات التسخين بالحث 14t.
الشكل 10-11 رسم تخطيطي لمعدات التسخين بالحث 14t