- 15
- Sep
સતત કાસ્ટિંગ ટંડિશ પીગળેલા સ્ટીલ ઇન્ડક્શન હીટિંગ સાધનો
સતત કાસ્ટિંગ ટંડિશ પીગળેલા સ્ટીલ ઇન્ડક્શન હીટિંગ સાધનો
1 વિહંગાવલોકન
ટંડિશ પીગળેલા સ્ટીલ ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટ ટેક્નોલોજી સતત કાસ્ટિંગ ટેક્નોલોજીની પ્રગતિ, સ્ટીલની ગુણવત્તાની જરૂરિયાતોમાં સુધારો, ઉર્જા બચત અને વપરાશમાં ઘટાડો કરવાની જરૂરિયાત અને બાહ્ય શુદ્ધિકરણ અને સતત કાસ્ટિંગ પ્રક્રિયાઓના મેળને ધ્યાનમાં રાખીને વિકસાવવામાં આવી છે. પીગળેલા સ્ટીલ સુપરહીટના AT પર વિવિધ સ્ટીલ ગ્રેડની અલગ અલગ આવશ્યકતાઓ હોય છે. જાડી પ્લેટો માટે, આંતરિક તિરાડો અને ઢીલું કેન્દ્ર ઘટાડવા માટે, AT નીચું હોવું જોઈએ (5~200T); કોલ્ડ-રોલ્ડ પાતળી પ્લેટો માટે, સપાટી સારી ગુણવત્તાની હોવી જરૂરી છે. ઉચ્ચ (15~300℃). જો કે, વધઘટ ઘટાડવા માટે પીગળેલા સ્ટીલ સુપરહીટને ચોક્કસ શ્રેણીમાં સ્થિર કરવું આવશ્યક છે. સતત કાસ્ટિંગ ઉત્પાદનની સરળ પ્રગતિ સુનિશ્ચિત કરવા, નોઝલ બ્લોકેજને રોકવા અથવા લીક થતા અકસ્માતો અટકાવવા અને કાસ્ટ સ્લેબની ગુણવત્તાની ખાતરી કરવા માટે આ જરૂરી સ્થિતિ છે. ટંડિશના હીટિંગ ફંક્શનમાં વધારો એ પીગળેલા સ્ટીલની સુપરહીટને સ્થિર રીતે નિયંત્રિત કરવાનું શક્ય બનાવે છે. વિવિધ લાડુના પીગળેલા સ્ટીલના તાપમાનમાં વધઘટ થાય છે, જે સતત કાસ્ટિંગ પ્રક્રિયા પર પ્રતિકૂળ અસર કરે છે, અને ટંડિશને ગરમ કરવાથી અમુક અંશે તેની ભરપાઈ થઈ શકે છે. જો કે, એ નોંધવું આવશ્યક છે કે સ્થિર પીગળેલા સ્ટીલની સુપરહીટ જાળવવી એ મુખ્યત્વે ટેપીંગના યોગ્ય તાપમાન અને ટેપ કર્યા પછી ગોઠવણની રચના પર આધાર રાખે છે, અને ટંડિશ હીટિંગ માત્ર પૂરક ભૂમિકા ભજવી શકે છે. તેમ છતાં, ટંડિશમાં પીગળેલા સ્ટીલની ગરમી અને નિયંત્રણ હજી પણ ધાતુશાસ્ત્રી સમુદાયનું ધ્યાન મેળવી રહ્યું છે. જાપાન, યુનાઇટેડ સ્ટેટ્સ, યુનાઇટેડ કિંગડમ અને ફ્રાન્સ દ્વારા રજૂ કરાયેલા કેટલાક દેશોએ 1970 થી 1980 ના દાયકા સુધી ટંડિશ પીગળેલા સ્ટીલ હીટિંગ ટેક્નોલોજી પર ક્રમિક રીતે સંશોધન હાથ ધર્યા છે. જાપાનની કાવાસાકી કંપનીએ સૌપ્રથમ 1982 ની શરૂઆતમાં જાપાનીઝ પેટન્ટ વિકસાવી અને મેળવી. હાલમાં, ટંડિશ પીગળેલા સ્ટીલ હીટિંગ ટેકનોલોજી સફળતાપૂર્વક વિકસિત અથવા વિકાસ હેઠળ છે તે સામાન્ય રીતે ભૌતિક ગરમી પદ્ધતિ અપનાવે છે. ભૌતિક ગરમી પદ્ધતિમાં, વિદ્યુત ઉર્જાનો ઉષ્મા સ્ત્રોત તરીકે ઉપયોગ થાય છે અને વિદ્યુત ઉર્જા અનુસાર રૂપાંતરિત થાય છે. વિવિધ મિકેનિઝમ્સને વિભાજિત કરી શકાય છે: ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો, પ્લાઝ્મા હીટિંગ, ઇલેક્ટ્રોસ્લેગ હીટિંગ અને ડીસી સિરામિક હીટિંગ ટેકનોલોજી.
ટંડિશ ઇન્ડક્શન હીટિંગ સાધનોમાં નીચેની લાક્ષણિકતાઓ છે:
(1) ઝડપી ગરમીની ઝડપ અને ઉચ્ચ ઇલેક્ટ્રિક હીટિંગ કાર્યક્ષમતા;
(2) કેટલાક પ્રકારોમાં ચોક્કસ ઇલેક્ટ્રોમેગ્નેટિક જગાડતી અસર પણ હોય છે, જે સમાવેશને દૂર કરવા માટે અનુકૂળ હોય છે;
(3) પ્રક્રિયા તાપમાન નિયંત્રિત કરવા માટે સરળ છે, અને સૌથી મહત્વની બાબત એ છે કે પીગળેલા સ્ટીલના સુપરહીટને વધુ ચોક્કસ રીતે નિયંત્રિત કરવું;
(4) હીટિંગ પાવર ટંડિશ પ્રવાહી સ્તરની ઊંડાઈ દ્વારા મર્યાદિત છે. જ્યારે ટંડિશમાં પીગળેલું સ્ટીલ ચોક્કસ ઊંડાઈ સુધી એકઠું થાય છે, ત્યારે જ હીટિંગ સરળતાથી આગળ વધી શકે છે.
ટંડિશ ઇન્ડક્શન હીટિંગ સાધનોના ઘણા પ્રકારો છે:
(1) ઇન્ડક્ટરના પ્રકાર અનુસાર, તેને કોરલેસ ઇન્ડક્શન હીટિંગ સાધનો અને કોર્ડ ઇન્ડક્શન હીટિંગ સાધનોમાં વિભાજિત કરી શકાય છે;
(2) ઇન્ડક્ટરની રચના અનુસાર, તેને વધેલા ફોલ્ટ પ્રકાર અને ટનલ પ્રકાર (ગ્રુવ, પીગળેલા ખાઈ) ઇન્ડક્શન હીટિંગ સાધનોમાં વિભાજિત કરી શકાય છે;
(3) હીટિંગ ભાગ અનુસાર, તેને સ્થાનિક ગરમી અને એકંદર ગરમીમાં વિભાજિત કરી શકાય છે.
2 સતત કાસ્ટિંગ ટંડિશ પીગળેલા સ્ટીલ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો ઉપકરણ
2. 1 ટંડિશ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો આડા સતત કાસ્ટિંગ મશીન સાથે મેળ ખાય છે
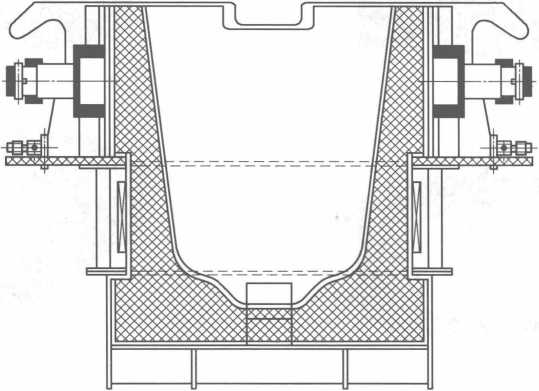
આડા સતત કાસ્ટિંગ મશીન સાથે મેળ ખાતા ટંડિશ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો આકૃતિ 10-7 માં બતાવવામાં આવ્યા છે.
સ્ટેનલેસ સ્ટીલ પ્લાન્ટની ઉત્પાદન પ્રક્રિયા હવે સમજાવવામાં આવી છે.
આકૃતિ 10-7 ટંડિશ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો આડા સતત કાસ્ટિંગ મશીન સાથે મેળ ખાય છે
 તમામ પ્રકારના સ્ટેનલેસ સ્ટીલને બેચ કર્યા પછી, તેને ક્રેન વડે ફીડિંગ ટાંકીમાંથી ત્રણ 5t ઇન્ડક્શન ફર્નેસમાં લોડ કરવામાં આવે છે. સ્ક્રેપ સ્ટીલને જરૂરી તાપમાન (લગભગ 1650 ° સે) પર ઓગાળવામાં આવે તે પછી, ઇન્ડક્શન ફર્નેસમાં પીગળેલા સ્ટીલને લાડુમાં રેડવામાં આવે છે, અને પછી તેનો ઉપયોગ કરવામાં આવે છે, ટ્રક પીગળેલા સ્ટીલને 8t AOD ભઠ્ઠીમાં રેડે છે, જ્યાં તે ડીકાર્બ્યુરાઇઝેશનમાંથી પસાર થાય છે, સ્લેગિંગ, ડિફોસ્ફોરાઇઝેશન અને સલ્ફર દૂર કરવું, અને એલોય કમ્પોઝિશનનું એડજસ્ટમેન્ટ (મુખ્યત્વે Cr, Ni), અને પછી પીગળેલું સ્ટીલ (રચના અને તાપમાન આવશ્યકતાઓને પૂર્ણ કરે છે) લાડલમાં પીગળેલા સ્ટીલને લાડલમાં નાખો અને રેડવા માટે ક્રેનનો ઉપયોગ કરો. 8t ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટના લેડલમાં પીગળેલું સ્ટીલ. હીટ પ્રિઝર્વેશન દ્વારા ગરમ કરાયેલા સ્ટેનલેસ સ્ટીલ પ્રવાહીને આડી સતત કાસ્ટિંગ મશીન દ્વારા દોરવામાં આવે છે અને તેને ગોળાકાર પટ્ટીમાં નાખવામાં આવે છે અને અંતે રચના અને શીયરિંગ દ્વારા કૂલિંગ બેડમાં ધકેલવામાં આવે છે. .
તમામ પ્રકારના સ્ટેનલેસ સ્ટીલને બેચ કર્યા પછી, તેને ક્રેન વડે ફીડિંગ ટાંકીમાંથી ત્રણ 5t ઇન્ડક્શન ફર્નેસમાં લોડ કરવામાં આવે છે. સ્ક્રેપ સ્ટીલને જરૂરી તાપમાન (લગભગ 1650 ° સે) પર ઓગાળવામાં આવે તે પછી, ઇન્ડક્શન ફર્નેસમાં પીગળેલા સ્ટીલને લાડુમાં રેડવામાં આવે છે, અને પછી તેનો ઉપયોગ કરવામાં આવે છે, ટ્રક પીગળેલા સ્ટીલને 8t AOD ભઠ્ઠીમાં રેડે છે, જ્યાં તે ડીકાર્બ્યુરાઇઝેશનમાંથી પસાર થાય છે, સ્લેગિંગ, ડિફોસ્ફોરાઇઝેશન અને સલ્ફર દૂર કરવું, અને એલોય કમ્પોઝિશનનું એડજસ્ટમેન્ટ (મુખ્યત્વે Cr, Ni), અને પછી પીગળેલું સ્ટીલ (રચના અને તાપમાન આવશ્યકતાઓને પૂર્ણ કરે છે) લાડલમાં પીગળેલા સ્ટીલને લાડલમાં નાખો અને રેડવા માટે ક્રેનનો ઉપયોગ કરો. 8t ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટના લેડલમાં પીગળેલું સ્ટીલ. હીટ પ્રિઝર્વેશન દ્વારા ગરમ કરાયેલા સ્ટેનલેસ સ્ટીલ પ્રવાહીને આડી સતત કાસ્ટિંગ મશીન દ્વારા દોરવામાં આવે છે અને તેને ગોળાકાર પટ્ટીમાં નાખવામાં આવે છે અને અંતે રચના અને શીયરિંગ દ્વારા કૂલિંગ બેડમાં ધકેલવામાં આવે છે. .
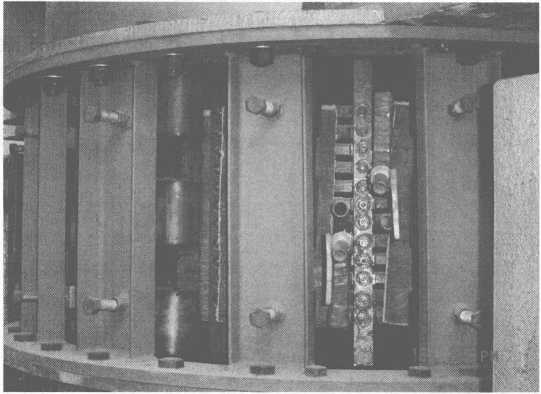
8t ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટ લેડલનો ભૌતિક પદાર્થ આકૃતિ 10-8 માં બતાવવામાં આવ્યો છે.
8t અને 14t ટુન્ડિશ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો, ટંડિશ ઇન્ડક્શન હીટિંગ સાધનો પીગળેલા સ્ટીલના તાપમાનને સખત અને સચોટપણે નિયંત્રિત કરી શકે છે (ભૂલની શ્રેણી માત્ર ±5~6℃ છે), આમ બિલેટની ગુણવત્તાની ખાતરી કરે છે. આ ઉપરાંત, ઇન્ડક્શન હીટિંગ સાધનોની સારી અસર દર્શાવતા, ટંડિશનો તાપમાન ગોઠવણ સમય પણ યોગ્ય રીતે વિસ્તૃત કરી શકાય છે.
2. આર્ક સતત કાસ્ટિંગ મશીનના ઇન્ડક્શન હીટિંગ સાધનોનું 2 ટંડિશ ઉપકરણ
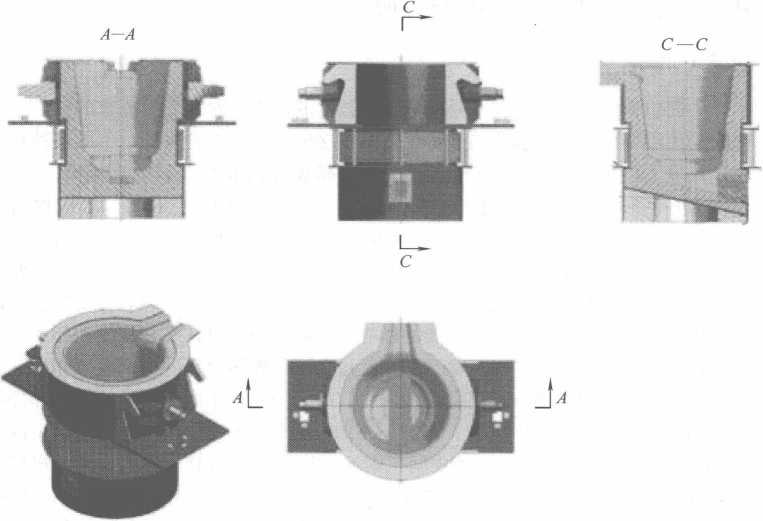
આર્ક સતત કાસ્ટિંગ મશીનના ઇન્ડક્શન હીટિંગ સાધનોનું ટંડિશ ઉપકરણ આકૃતિ 10-9 માં બતાવવામાં આવ્યું છે.
આર્ક બિલેટ સતત કેસ્ટર ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટ ટંડિશ અપનાવે પછી, ટેપિંગ તાપમાન ઘટાડી શકાય છે (ઉદાહરણ તરીકે, તે હોઈ શકે છે.
આકૃતિ 10-9 આર્ક સતત કાસ્ટિંગ મશીનના ઇન્ડક્શન હીટિંગ સાધનોનું ટંડિશ ઉપકરણ
1700°C થી 1650°C સુધી), આ માત્ર સ્ટીલમેકિંગ ફર્નેસ લાઇનિંગ (કન્વર્ટર, ઇલેક્ટ્રિક આર્ક ફર્નેસ અથવા ઇન્ડક્શન ફર્નેસ) ના જીવનને સુધારવામાં મદદ કરે છે, પરંતુ સતત કાસ્ટિંગમાં પીગળેલા સ્ટીલના તાપમાનને સ્થિર કરે છે અને સતત ગુણવત્તાની ખાતરી આપે છે. કાસ્ટિંગ billets.
ઉપરોક્ત પરિચયના આધારે, તે ધ્યાનમાં લઈ શકાય છે કે સતત કાસ્ટિંગ ટંડિશ મેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો એ નવી ઊર્જા બચત અને પર્યાવરણને અનુકૂળ તકનીક છે. આ ઉપકરણને અપનાવવું એ ધાતુશાસ્ત્રના સાહસો માટે પ્રમાણમાં આદર્શ તકનીકી પરિવર્તન પ્રોજેક્ટ છે, અને તે પ્રમોશન અને ઉપયોગ માટે યોગ્ય છે.
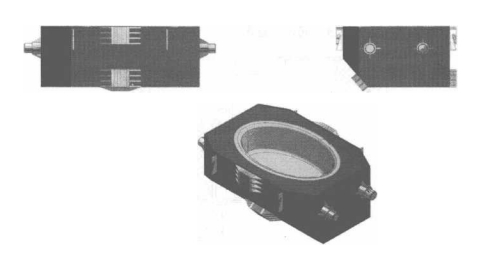
આકૃતિ 10-10 16t ટંડિશ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો બતાવે છે.
આકૃતિ 10-10 16t ટંડિશ ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શન હીટિંગ સાધનો
આકૃતિ 10-11 એ 14t ઇન્ડક્શન હીટિંગ સાધનોના ટંડિશનું એક યોજનાકીય આકૃતિ છે.
આકૃતિ 10-11 14t ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટના ટંડિશની યોજનાકીય રેખાકૃતિ