- 15
- Sep
Zařízení pro indukční ohřev roztavené oceli pro plynulé lití
Plynulé lití roztavené oceli mezipánve indukční topné zařízení
1 Přehled
Technologie indukčního ohřevu oceli mezipánve je vyvíjena s pokrokem technologie kontinuálního lití, zlepšováním požadavků na kvalitu oceli, potřebou úspor energie a snižování spotřeby a přizpůsobením procesů externí rafinace a kontinuálního lití. Různé třídy oceli mají různé požadavky na AT přehřátí roztavené oceli. U tlustých desek, aby se snížily vnitřní trhliny a uvolněný střed, by AT měla být nízká (5~200T); u tenkých plechů válcovaných za studena je požadována dobrá kvalita povrchu. Vyšší (15~300℃). Přehřátí roztavené oceli však musí být stabilizováno v určitém rozmezí, aby se minimalizovaly výkyvy. To je nezbytná podmínka pro zajištění plynulého postupu výroby kontinuálního odlévání, zabránění ucpání trysky nebo zamezení netěsností a zajištění kvality odlévaných bram. Zlepšení funkce ohřevu mezipánve umožňuje stabilně řídit přehřátí roztavené oceli. Teplota roztavené oceli různých pánví kolísá, což má nepříznivý vliv na proces kontinuálního lití, a ohřev mezipánve to může do určité míry kompenzovat. Je však třeba zdůraznit, že udržení stabilního přehřátí roztavené oceli závisí hlavně na správné teplotě odpichu a úpravě struktury po odpichu a ohřev mezipánve může hrát pouze doplňkovou roli. Nicméně ohřívání a řízení roztavené oceli v mezipánvi je stále věnováno pozornosti metalurgické komunity. Některé země zastoupené Japonskem, Spojenými státy, Spojeným královstvím a Francií postupně prováděly výzkum technologie ohřevu roztavené oceli mezipánve od 1970. do 1980. let 1982. století. Japonská společnost Kawasaki Company poprvé vyvinula a získala japonský patent již v roce XNUMX. V současné době se technologie ohřevu roztavené oceli mezipánve úspěšně vyvíjela nebo se vyvíjí, obvykle používá fyzikální metodu ohřevu. Při fyzikálním způsobu vytápění se jako zdroj tepla používá elektrická energie a přeměňuje se na elektrickou energii. Různé mechanismy lze rozdělit na: elektromagnetická indukční ohřívací zařízení, plazmové ohřívání, elektrostruskové ohřívání a stejnosměrné keramické ohřívací technologie.
Indukční ohřívací zařízení mezipánve má následující vlastnosti:
(1) Vysoká rychlost ohřevu a vysoká účinnost elektrického ohřevu;
(2) Některé typy mají také určitý elektromagnetický míchací účinek, který přispívá k odstranění vměstků;
(3) Teplota procesu je snadno ovladatelná a nejdůležitější věcí je přesněji řídit přehřátí roztavené oceli;
(4) Topný výkon je omezen hloubkou hladiny kapaliny mezipánve. Teprve když se roztavená ocel v mezipánvi nashromáždí do určité hloubky, může ohřev plynule probíhat.
Existuje několik typů zařízení pro indukční ohřev mezipánve:
(1) Podle typu induktoru jej lze rozdělit na indukční topná zařízení bez jádra a indukční topná zařízení s jádrem;
(2) Podle struktury induktoru jej lze rozdělit na indukční ohřívací zařízení typu zvýšené poruchy a typu tunelu (drážka, roztavený příkop);
(3) Podle topné části lze rozdělit na lokální vytápění a celkové vytápění.
2 Zařízení pro elektromagnetické indukční ohřev roztavené oceli mezipánve pro plynulé odlévání
2. 1 Elektromagnetické indukční ohřívací zařízení mezipánve sladěno s horizontálním strojem pro plynulé lití
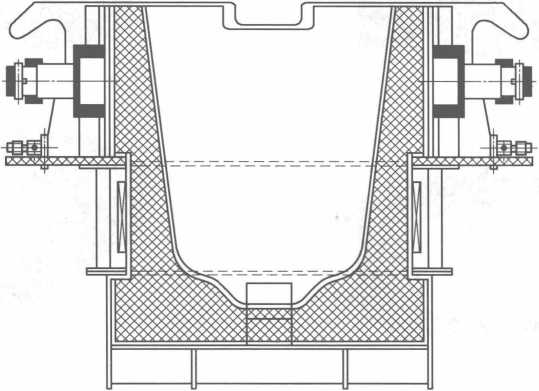
Zařízení pro elektromagnetickou indukci mezipánve přizpůsobené horizontálnímu zařízení pro plynulé lití je znázorněno na obrázku 10-7.
Nyní je vysvětlen výrobní proces zařízení na výrobu nerezové oceli.
Obrázek 10-7 Zařízení elektromagnetického indukčního ohřevu mezipánve v souladu s horizontálním strojem pro plynulé odlévání
 Poté, co jsou všechny druhy nerezové oceli dávkovány, jsou nakládány do tří 5t indukčních pecí z napájecí nádrže s jeřáby. Po roztavení ocelového šrotu na požadovanou teplotu (asi 1650°C) se roztavená ocel v indukční peci nalije do pánve a následně se použije Nákladní automobil přelévá roztavenou ocel do 8t pece AOD, kde dochází k oduhličení, struska, odfosfoření a odstranění síry a úprava složení slitiny (hlavně Cr, Ni) a následně roztavená ocel (složení a teplota vyhovují požadavkům) Roztavenou ocel v pánvi vložíme do pánve a pomocí jeřábu nalijeme roztavenou ocel v pánvi do pánve 8t elektromagnetického indukčního ohřívacího zařízení. Nerezová kapalina zahřátá tepelnou konzervací je tažena a odlévána do kruhové tyče horizontálním strojem pro plynulé odlévání a nakonec vytlačována do chladícího lože tvářením a střihem. .
Poté, co jsou všechny druhy nerezové oceli dávkovány, jsou nakládány do tří 5t indukčních pecí z napájecí nádrže s jeřáby. Po roztavení ocelového šrotu na požadovanou teplotu (asi 1650°C) se roztavená ocel v indukční peci nalije do pánve a následně se použije Nákladní automobil přelévá roztavenou ocel do 8t pece AOD, kde dochází k oduhličení, struska, odfosfoření a odstranění síry a úprava složení slitiny (hlavně Cr, Ni) a následně roztavená ocel (složení a teplota vyhovují požadavkům) Roztavenou ocel v pánvi vložíme do pánve a pomocí jeřábu nalijeme roztavenou ocel v pánvi do pánve 8t elektromagnetického indukčního ohřívacího zařízení. Nerezová kapalina zahřátá tepelnou konzervací je tažena a odlévána do kruhové tyče horizontálním strojem pro plynulé odlévání a nakonec vytlačována do chladícího lože tvářením a střihem. .
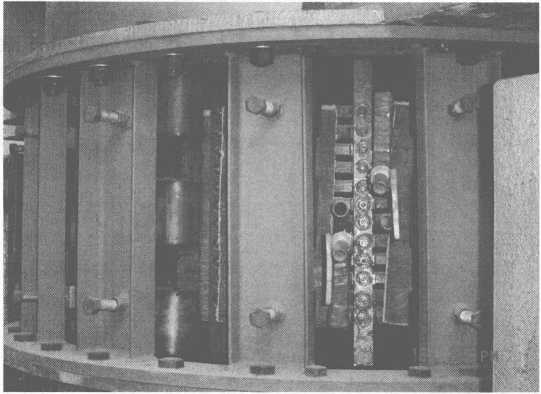
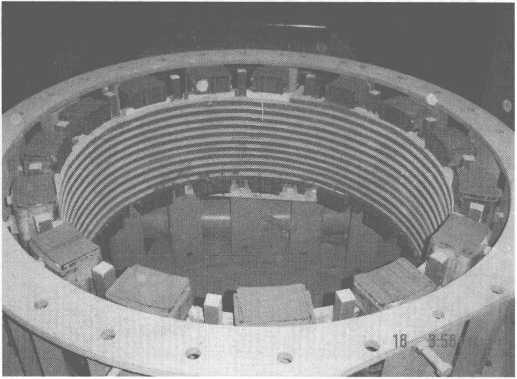
Fyzický objekt pánve 8t elektromagnetického indukčního ohřívacího zařízení je znázorněn na obrázku 10-8.
Elektromagnetické indukční topné zařízení mezipánve 8t a 14t, indukční topné zařízení mezipánve může přísně a přesně řídit teplotu roztavené oceli (rozsah chyb je pouze ±5~6℃), čímž je zajištěna kvalita předvalku. Kromě toho lze také vhodně prodloužit dobu úpravy teploty mezipánve, což ukazuje dobrý účinek indukčního ohřevu.
2. 2 Mezipánvové zařízení indukčního ohřívacího zařízení obloukového stroje pro plynulé lití
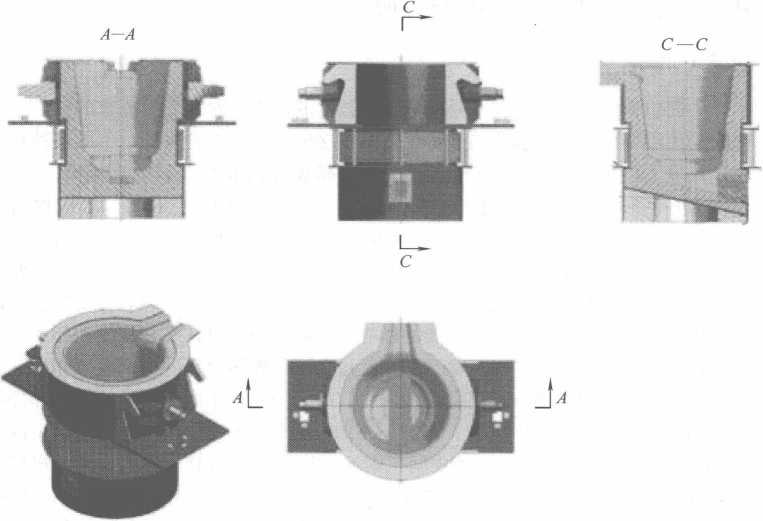
Zařízení mezipánve zařízení pro indukční ohřev obloukového stroje pro plynulé lití je znázorněno na obrázku 10-9.
Poté, co kontinuální odlévač obloukových sochorů přijme mezipánev elektromagnetického indukčního ohřívacího zařízení, lze teplotu odpichu snížit (např.
Obrázek 10-9 Zařízení mezipánve zařízení pro indukční ohřev obloukového stroje pro plynulé lití
Od 1700°C do 1650°C to nejen pomáhá prodloužit životnost vyzdívky ocelárenské pece (konvertor, elektrická oblouková pec nebo indukční pec), ale také stabilizuje teplotu roztavené oceli při kontinuálním lití a zaručuje kvalitu kontinuálního lití. odlévací sochory.
Na základě výše uvedeného úvodu lze mít za to, že magnetické indukční ohřívací zařízení mezipánve pro plynulé lití je novou energeticky úspornou a ekologickou technologií. Přijetí tohoto zařízení je pro hutní podniky poměrně ideálním technologickým transformačním projektem a zaslouží si propagaci a využití.
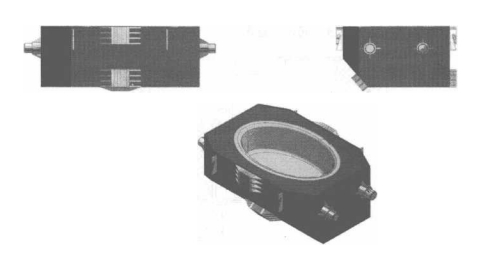
Obrázek 10-10 ukazuje elektromagnetické indukční ohřívací zařízení 16t mezipánve.
Obrázek 10-10 Zařízení pro elektromagnetickou indukční ohřev mezipánve 16t
Obrázek 10-11 je schematický diagram mezipánve 14t indukčního ohřívacího zařízení.
Obrázek 10-11 Schéma mezipánve 14t indukčního topného zařízení