- 15
- Sep
Stränggjutningsgjutningsutrustning smält stål induktionsvärmeutrustning
Stränggjutningsgjutjärn i smält stål utrustning för induktionsvärme
1 Översikt
Tundish smält stål induktionsvärmeutrustningsteknik utvecklas med framstegen inom kontinuerlig gjutningsteknik, förbättring av stålkvalitetskrav, behovet av energibesparing och förbrukningsminskning och matchning av extern raffinering och kontinuerlig gjutningsprocess. Olika stålkvaliteter har olika krav på AT för överhettning av smält stål. För tjocka plåtar, för att minska inre sprickor och löst centrum, bör AT vara låg (5~200T); för kallvalsade tunnplåtar krävs att ytan har god kvalitet. Högre (15~300 ℃). Det smälta stålets överhettning måste dock stabiliseras inom ett visst område för att minimera fluktuationer. Detta är ett nödvändigt villkor för att säkerställa en smidig utveckling av kontinuerlig gjutproduktion, förhindra blockering av munstycken eller förhindra läckageolyckor och säkerställa kvaliteten på gjutna plattor. Förbättringen av uppvärmningsfunktionen hos gjutlådan gör det möjligt att stabilt kontrollera överhettningen av smält stål. Temperaturen på det smälta stålet i olika skänkar fluktuerar, vilket har en negativ effekt på den kontinuerliga gjutprocessen, och uppvärmningen av gjutlådan kan kompensera för det till viss del. Det måste dock påpekas att bibehållandet av en stabil överhettning av smält stål huvudsakligen beror på rätt tapptemperatur och justeringsstrukturen efter tappning, och gjutlådans uppvärmning kan endast spela en kompletterande roll. Ändå uppmärksammas fortfarande uppvärmningen och kontrollen av smält stål i tapplådan från det metallurgiska samhället. Vissa länder representerade av Japan, Förenta staterna, Storbritannien och Frankrike har successivt genomfört forskning om uppvärmningsteknik för smält stål från 1970-talet till 1980-talet. Japanska Kawasaki Company utvecklade och erhöll först ett japanskt patent så tidigt som 1982. För närvarande använder den gjutformiga smältståluppvärmningstekniken som framgångsrikt utvecklats eller under utveckling vanligtvis den fysiska uppvärmningsmetoden. I den fysiska uppvärmningsmetoden används elektrisk energi som värmekälla och omvandlas enligt den elektriska energin. Olika mekanismer kan delas in i: elektromagnetisk induktionsuppvärmningsutrustning, plasmauppvärmning, elektroslagguppvärmning och DC-keramisk uppvärmningsteknik.
Tundish induktionsuppvärmningsutrustning har följande egenskaper:
(1) Snabb uppvärmningshastighet och hög elektrisk uppvärmningseffektivitet;
(2) Vissa typer har också en viss elektromagnetisk omrörningseffekt, vilket bidrar till att avlägsna inneslutningar;
(3) Processtemperaturen är lätt att kontrollera, och det viktigaste är att mer exakt kontrollera överhettningen av det smälta stålet;
(4) Värmeeffekten begränsas av djupet på tapplådans vätskenivå. Först när det smälta stålet i tapplådan ackumuleras till ett visst djup kan uppvärmningen fortgå smidigt.
Det finns flera typer av induktionsuppvärmningsutrustning för tapplåda:
(1) Beroende på typen av induktor kan den delas in i kärnlös induktionsvärmeutrustning och kärna induktionsvärmeutrustning;
(2) Enligt induktorns struktur kan den delas in i ökad feltyp och tunneltyp (spår, smält dike) induktionsvärmeutrustning;
(3) Enligt uppvärmningsdelen kan den delas upp i lokal uppvärmning och total uppvärmning.
2 stränggjutning gjutjärn smält stål elektromagnetisk induktionsvärme utrustning
2. 1 Tundish elektromagnetisk induktionsvärmeutrustning matchad med horisontell stränggjutningsmaskin
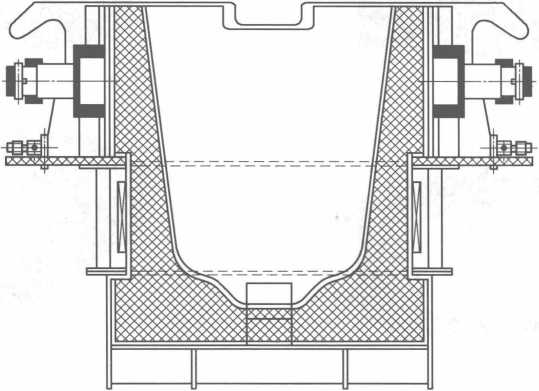
Den elektromagnetiska induktionsuppvärmningsutrustningen för gjutlådan som matchas med den horisontella stränggjutningsmaskinen visas i figur 10-7.
Produktionsprocessen för en rostfri stålfabrik förklaras nu.
Figur 10-7 Tundish elektromagnetisk induktionsvärmeutrustning matchad med horisontell stränggjutningsmaskin
 Efter att alla typer av rostfritt stål har satsats, laddas de i tre 5t induktionsugnar från matningstanken med kranar. Efter att stålskrotet smälts till önskad temperatur (ca 1650°C), hälls det smälta stålet i induktionsugnen i skänken och används sedan. Lastbilen häller det smälta stålet i 8t AOD-ugnen, där det genomgår avkolning, slaggning, avfosforisering och avlägsnande av svavel, och justering av legeringssammansättningen (främst Cr, Ni), och sedan det smälta stålet (sammansättningen och temperaturen uppfyller kraven) Lägg det smälta stålet i skänken i skänken och använd kranen för att hälla det smälta stålet i skänken in i skänken på 8t elektromagnetisk induktionsvärmeutrustning. Den rostfria stålvätskan som värms upp genom värmekonservering dras och gjuts till en rund stång av en horisontell kontinuerlig gjutmaskin och trycks slutligen in i kylbädden genom formning och klippning. .
Efter att alla typer av rostfritt stål har satsats, laddas de i tre 5t induktionsugnar från matningstanken med kranar. Efter att stålskrotet smälts till önskad temperatur (ca 1650°C), hälls det smälta stålet i induktionsugnen i skänken och används sedan. Lastbilen häller det smälta stålet i 8t AOD-ugnen, där det genomgår avkolning, slaggning, avfosforisering och avlägsnande av svavel, och justering av legeringssammansättningen (främst Cr, Ni), och sedan det smälta stålet (sammansättningen och temperaturen uppfyller kraven) Lägg det smälta stålet i skänken i skänken och använd kranen för att hälla det smälta stålet i skänken in i skänken på 8t elektromagnetisk induktionsvärmeutrustning. Den rostfria stålvätskan som värms upp genom värmekonservering dras och gjuts till en rund stång av en horisontell kontinuerlig gjutmaskin och trycks slutligen in i kylbädden genom formning och klippning. .
Det fysiska föremålet för 8t-skänken för elektromagnetisk induktionsuppvärmning visas i figur 10-8.
8t och 14t elektromagnetisk induktionsuppvärmningsutrustning för gjutlådan, kan induktionsuppvärmningsutrustningen strikt och noggrant kontrollera temperaturen på det smälta stålet (felområdet är endast ±5 ~ 6 ℃), vilket säkerställer kvaliteten på ämnet. Dessutom kan temperaturjusteringstiden för tapplådan också förlängas på lämpligt sätt, vilket visar den goda effekten av induktionsvärmeutrustning.
2. 2 Tundish enhet av induktionsvärmeutrustning av båge kontinuerlig gjutning maskin
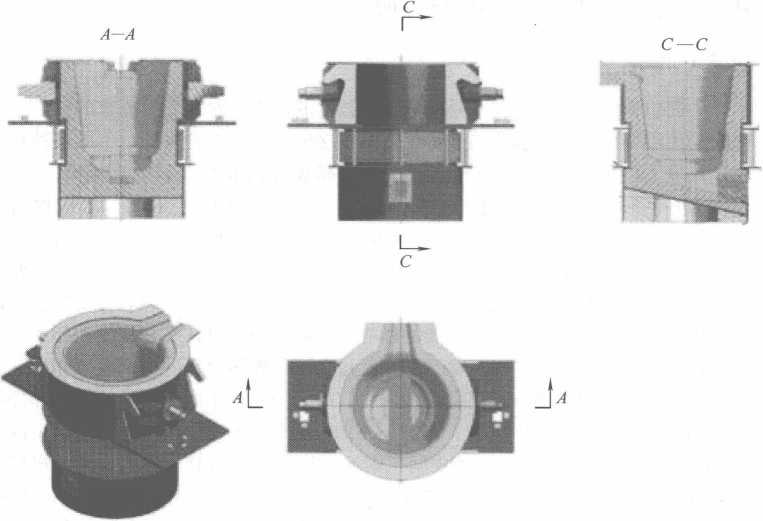
Tappanordningen för induktionsuppvärmningsutrustningen i bågstränggjutningsmaskinen visas i figur 10-9.
Efter att bågämnets kontinuerliga gjutjärn har antagit den elektromagnetiska induktionsuppvärmningsutrustningens tapplåda, kan tapptemperaturen sänkas (det kan till exempel vara
Figur 10-9 Tunnish-anordning för induktionsuppvärmningsutrustning för bågstränggjutningsmaskin
Från 1700°C till 1650°C) bidrar detta inte bara till att förbättra livslängden för stålugnsfoder (konverterare, ljusbågsugn eller induktionsugn), utan stabiliserar också temperaturen på smält stål vid stränggjutning och garanterar kvaliteten på kontinuerlig gjutning. gjutning av ämnen.
Baserat på ovanstående introduktion kan det anses att den magnetiska induktionsuppvärmningsutrustningen för kontinuerlig gjutning är en ny energibesparande och miljövänlig teknik. Antagandet av denna enhet är ett relativt idealiskt tekniskt omvandlingsprojekt för metallurgiska företag, och det är värt att främja och använda.
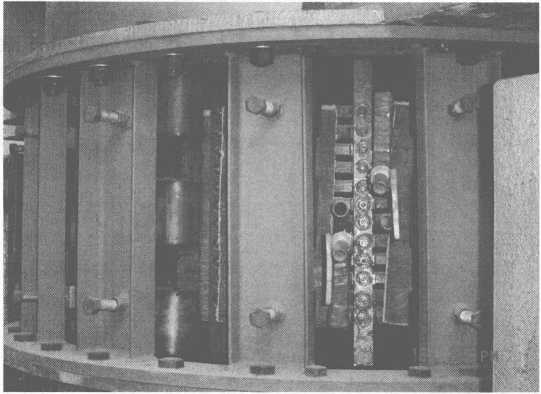
Figur 10-10 visar 16t gjutlådans elektromagnetiska induktionsuppvärmningsutrustning.
Figur 10-10 16t gjutlåda elektromagnetisk induktionsvärmeutrustning
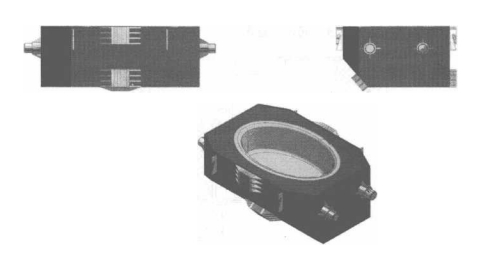
Figur 10-11 är ett schematiskt diagram av tapplådan till 14t induktionsvärmeutrustning.
Figur 10-11 Schematisk bild av gjutlådan till 14t induktionsvärmeutrustning