- 15
- Sep
सतत कास्टिंग टुंडिश पिघला हुआ स्टील प्रेरण हीटिंग उपकरण
निरंतर कास्टिंग टंडिश पिघला हुआ स्टील प्रेरण हीटिंग उपकरण
1 अवलोकन
टुंडिश पिघले हुए स्टील इंडक्शन हीटिंग उपकरण प्रौद्योगिकी को निरंतर कास्टिंग तकनीक की प्रगति, स्टील की गुणवत्ता की आवश्यकताओं में सुधार, ऊर्जा की बचत और खपत में कमी की आवश्यकता और बाहरी शोधन और निरंतर कास्टिंग प्रक्रियाओं के मिलान के साथ विकसित किया गया है। पिघला हुआ स्टील सुपरहीट के एटी पर विभिन्न स्टील ग्रेड की अलग-अलग आवश्यकताएं होती हैं। मोटी प्लेटों के लिए, आंतरिक दरारें और ढीले केंद्र को कम करने के लिए, एटी कम होना चाहिए (5 ~ 200 टी); कोल्ड रोल्ड पतली प्लेटों के लिए, सतह की गुणवत्ता अच्छी होनी चाहिए। उच्च (15 ~ 300 ℃)। हालांकि, उतार-चढ़ाव को कम करने के लिए पिघला हुआ स्टील सुपरहीट एक निश्चित सीमा के भीतर स्थिर होना चाहिए। निरंतर कास्टिंग उत्पादन की सुचारू प्रगति सुनिश्चित करने, नोजल की रुकावट को रोकने या लीक होने वाली दुर्घटनाओं को रोकने और कास्ट स्लैब की गुणवत्ता सुनिश्चित करने के लिए यह एक आवश्यक शर्त है। टुंडिश के हीटिंग फ़ंक्शन में वृद्धि से पिघले हुए स्टील के सुपरहीट को स्थिर रूप से नियंत्रित करना संभव हो जाता है। विभिन्न करछुल के पिघले हुए स्टील के तापमान में उतार-चढ़ाव होता है, जिसका निरंतर ढलाई प्रक्रिया पर प्रतिकूल प्रभाव पड़ता है, और टुंडिश के गर्म होने से कुछ हद तक इसकी भरपाई हो सकती है। हालांकि, यह ध्यान दिया जाना चाहिए कि एक स्थिर पिघला हुआ स्टील सुपरहीट बनाए रखना मुख्य रूप से उचित टैपिंग तापमान और टैपिंग के बाद समायोजन संरचना पर निर्भर करता है, और टुंडिश हीटिंग केवल एक पूरक भूमिका निभा सकता है। फिर भी, टुंडिश में पिघले हुए स्टील के ताप और नियंत्रण पर अभी भी धातुकर्म समुदाय का ध्यान आकर्षित हो रहा है। जापान, संयुक्त राज्य अमेरिका, यूनाइटेड किंगडम और फ्रांस के प्रतिनिधित्व वाले कुछ देशों ने 1970 से 1980 के दशक तक टंडिश पिघले हुए स्टील हीटिंग तकनीक पर क्रमिक रूप से शोध किया है। जापान की कावासाकी कंपनी ने पहली बार 1982 की शुरुआत में एक जापानी पेटेंट विकसित किया और प्राप्त किया। वर्तमान में, सफलतापूर्वक विकसित या विकास के तहत टंडिश पिघला हुआ स्टील हीटिंग तकनीक आमतौर पर भौतिक हीटिंग विधि को अपनाती है। भौतिक ताप विधि में, विद्युत ऊर्जा का उपयोग ऊष्मा स्रोत के रूप में किया जाता है और विद्युत ऊर्जा के अनुसार परिवर्तित किया जाता है। विभिन्न तंत्रों में विभाजित किया जा सकता है: विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण, प्लाज्मा हीटिंग, इलेक्ट्रोस्लैग हीटिंग और डीसी सिरेमिक हीटिंग तकनीक।
टुंडिश इंडक्शन हीटिंग उपकरण में निम्नलिखित विशेषताएं हैं:
(1) तेज ताप गति और उच्च विद्युत ताप दक्षता;
(2) कुछ प्रकारों में एक निश्चित विद्युत चुम्बकीय सरगर्मी प्रभाव भी होता है, जो समावेशन को हटाने के लिए अनुकूल होता है;
(3) प्रक्रिया तापमान को नियंत्रित करना आसान है, और सबसे महत्वपूर्ण बात यह है कि पिघले हुए स्टील के सुपरहीट को अधिक सटीक रूप से नियंत्रित करना है;
(4) ताप शक्ति टुंडिश तरल स्तर की गहराई से सीमित होती है। केवल जब टुंडिश में पिघला हुआ स्टील एक निश्चित गहराई तक जमा हो जाता है, तो हीटिंग सुचारू रूप से आगे बढ़ सकता है।
टुंडिश इंडक्शन हीटिंग उपकरण कई प्रकार के होते हैं:
(1) प्रारंभ करनेवाला के प्रकार के अनुसार, इसे कोरलेस इंडक्शन हीटिंग उपकरण और कोर्ड इंडक्शन हीटिंग उपकरण में विभाजित किया जा सकता है;
(2) प्रारंभ करनेवाला की संरचना के अनुसार, इसे बढ़े हुए दोष प्रकार और सुरंग प्रकार (नाली, पिघला हुआ खाई) प्रेरण हीटिंग उपकरण में विभाजित किया जा सकता है;
(3) हीटिंग भाग के अनुसार, इसे स्थानीय हीटिंग और समग्र हीटिंग में विभाजित किया जा सकता है।
2 सतत कास्टिंग टुंडिश पिघला हुआ स्टील विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण डिवाइस
2. क्षैतिज निरंतर कास्टिंग मशीन से मेल खाने वाले 1 टुंडिश विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण
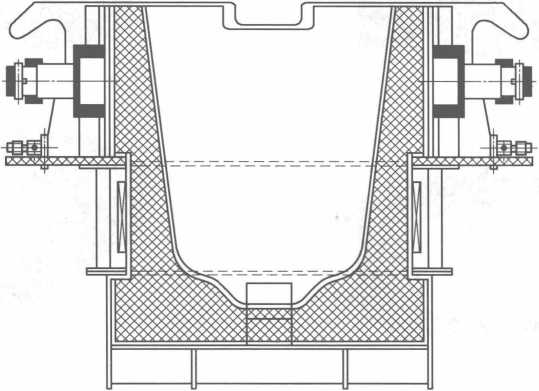
क्षैतिज निरंतर कास्टिंग मशीन से मेल खाने वाले टुंडिश इलेक्ट्रोमैग्नेटिक इंडक्शन हीटिंग उपकरण को चित्र 10-7 में दिखाया गया है।
स्टेनलेस स्टील प्लांट की उत्पादन प्रक्रिया को अब समझाया गया है।
चित्रा 10-7 टुंडिश विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण क्षैतिज निरंतर कास्टिंग मशीन से मेल खाते हैं
 सभी प्रकार के स्टेनलेस स्टील को बैचने के बाद, उन्हें क्रेन के साथ फीडिंग टैंक से तीन 5t इंडक्शन फर्नेस में लोड किया जाता है। स्क्रैप स्टील को आवश्यक तापमान (लगभग 1650 डिग्री सेल्सियस) तक पिघलाने के बाद, इंडक्शन फर्नेस में पिघला हुआ स्टील करछुल में डाला जाता है, और फिर इस्तेमाल किया जाता है ट्रक पिघले हुए स्टील को 8t एओडी भट्टी में डालता है, जहां यह डीकार्बराइजेशन से गुजरता है, स्लैगिंग, डीफॉस्फोराइजेशन और सल्फर हटाने, और मिश्र धातु संरचना (मुख्य रूप से सीआर, नी) का समायोजन, और फिर पिघला हुआ स्टील (संरचना और तापमान आवश्यकताओं को पूरा करता है) पिघला हुआ स्टील को करछुल में डाल दें और क्रेन का उपयोग करने के लिए डालें करछुल में पिघला हुआ स्टील 8t विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण के करछुल में। गर्मी संरक्षण द्वारा गर्म किए गए स्टेनलेस स्टील के तरल को एक क्षैतिज निरंतर कास्टिंग मशीन द्वारा एक गोल पट्टी में खींचा और डाला जाता है और अंत में गठन और कतरनी द्वारा शीतलन बिस्तर में धकेल दिया जाता है। .
सभी प्रकार के स्टेनलेस स्टील को बैचने के बाद, उन्हें क्रेन के साथ फीडिंग टैंक से तीन 5t इंडक्शन फर्नेस में लोड किया जाता है। स्क्रैप स्टील को आवश्यक तापमान (लगभग 1650 डिग्री सेल्सियस) तक पिघलाने के बाद, इंडक्शन फर्नेस में पिघला हुआ स्टील करछुल में डाला जाता है, और फिर इस्तेमाल किया जाता है ट्रक पिघले हुए स्टील को 8t एओडी भट्टी में डालता है, जहां यह डीकार्बराइजेशन से गुजरता है, स्लैगिंग, डीफॉस्फोराइजेशन और सल्फर हटाने, और मिश्र धातु संरचना (मुख्य रूप से सीआर, नी) का समायोजन, और फिर पिघला हुआ स्टील (संरचना और तापमान आवश्यकताओं को पूरा करता है) पिघला हुआ स्टील को करछुल में डाल दें और क्रेन का उपयोग करने के लिए डालें करछुल में पिघला हुआ स्टील 8t विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण के करछुल में। गर्मी संरक्षण द्वारा गर्म किए गए स्टेनलेस स्टील के तरल को एक क्षैतिज निरंतर कास्टिंग मशीन द्वारा एक गोल पट्टी में खींचा और डाला जाता है और अंत में गठन और कतरनी द्वारा शीतलन बिस्तर में धकेल दिया जाता है। .
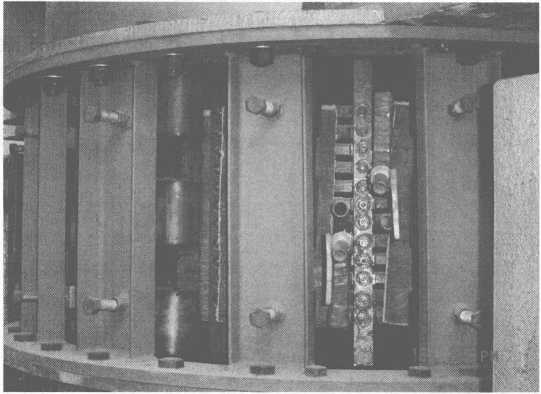
8t इलेक्ट्रोमैग्नेटिक इंडक्शन हीटिंग इक्विपमेंट लैडल की भौतिक वस्तु को चित्र 10-8 में दिखाया गया है।
8t और 14t टंडिश इलेक्ट्रोमैग्नेटिक इंडक्शन हीटिंग उपकरण, टुंडिश इंडक्शन हीटिंग उपकरण पिघले हुए स्टील के तापमान को कड़ाई से और सटीक रूप से नियंत्रित कर सकते हैं (त्रुटि सीमा केवल ± 5 ~ 6 ℃ है), इस प्रकार बिलेट की गुणवत्ता सुनिश्चित करता है। इसके अलावा, टंडिश का तापमान समायोजन समय भी उचित रूप से बढ़ाया जा सकता है, जो प्रेरण हीटिंग उपकरण के अच्छे प्रभाव को दर्शाता है।
2. चाप निरंतर कास्टिंग मशीन के प्रेरण हीटिंग उपकरण का 2 टुंडिश उपकरण
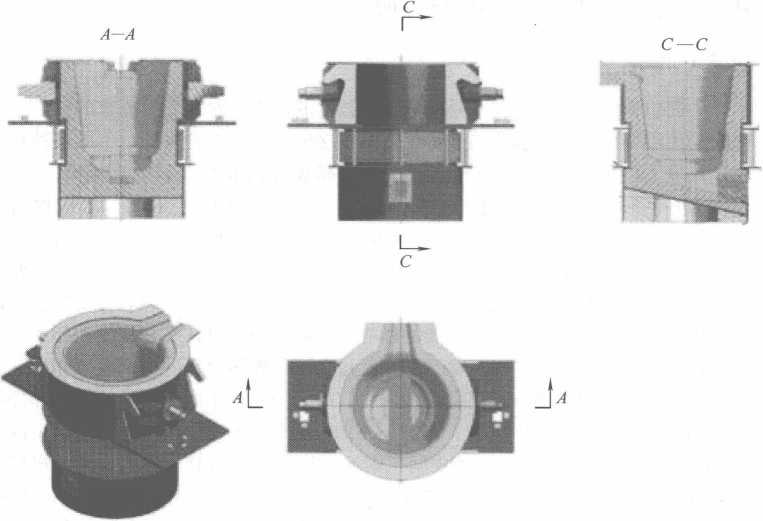
आर्क कंटीन्यूअस कास्टिंग मशीन के इंडक्शन हीटिंग उपकरण का टुंडिश डिवाइस चित्र 10-9 में दिखाया गया है।
चाप बिलेट निरंतर ढलाईकार विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण टुंडिश को अपनाने के बाद, टैपिंग तापमान को कम किया जा सकता है (उदाहरण के लिए, यह हो सकता है
चित्रा 10-9 चाप निरंतर कास्टिंग मशीन के प्रेरण हीटिंग उपकरण का टुंडिश उपकरण
1700 डिग्री सेल्सियस से 1650 डिग्री सेल्सियस तक), यह न केवल स्टीलमेकिंग फर्नेस लाइनिंग (कन्वर्टर, इलेक्ट्रिक आर्क फर्नेस या इंडक्शन फर्नेस) के जीवन को बेहतर बनाने में मदद करता है, बल्कि निरंतर ढलाई में पिघले हुए स्टील के तापमान को भी स्थिर करता है और निरंतर गुणवत्ता की गारंटी देता है। कास्टिंग बिलेट।
उपरोक्त परिचय के आधार पर, यह माना जा सकता है कि निरंतर कास्टिंग टंडिश चुंबकीय प्रेरण हीटिंग उपकरण एक नई ऊर्जा-बचत और पर्यावरण के अनुकूल तकनीक है। इस उपकरण को अपनाना धातुकर्म उद्यमों के लिए एक अपेक्षाकृत आदर्श तकनीकी परिवर्तन परियोजना है, और यह प्रचार और उपयोग के योग्य है।
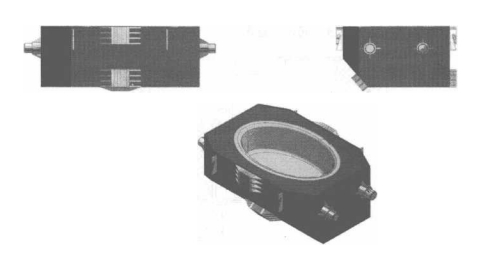
चित्रा 10-10 16t टुंडिश विद्युत चुम्बकीय प्रेरण हीटिंग उपकरण दिखाता है।
चित्र 10-10 16t टुंडिश इलेक्ट्रोमैग्नेटिक इंडक्शन हीटिंग उपकरण
चित्र 10-11 14t इंडक्शन हीटिंग उपकरण के टुंडिश का एक योजनाबद्ध आरेख है।
चित्र 10-11 14t इंडक्शन हीटिंग उपकरण के टंडिश का योजनाबद्ध आरेख