- 15
- Sep
Oprema za indukcijsko grijanje rastopljenog čelika u loncu za kontinuirano lijevanje
Staljeni čelični ulivni lijevak za kontinuirano lijevanje indukcijsko grijanje
1 Pregled
Tehnologija opreme za indukcijsko grijanje rastaljenog čelika razvijena je s napretkom tehnologije kontinuiranog lijevanja, poboljšanjem zahtjeva za kvalitetom čelika, potrebom za uštedom energije i smanjenjem potrošnje te usklađivanjem procesa vanjske rafinacije i kontinuiranog lijevanja. Različite vrste čelika imaju različite zahtjeve za AT pregrijavanja rastaljenog čelika. Za debele ploče, kako bi se smanjile unutarnje pukotine i labav centar, AT bi trebao biti nizak (5~200T); za hladno valjane tanke ploče, površina mora imati dobru kvalitetu. Više (15~300 ℃). Međutim, pregrijavanje rastaljenog čelika mora se stabilizirati unutar određenog raspona kako bi se smanjile fluktuacije. Ovo je neophodan uvjet kako bi se osigurao nesmetan napredak proizvodnje kontinuiranog lijevanja, spriječilo začepljenje mlaznice ili spriječile nezgode s curenjem i osigurala kvaliteta lijevanih ploča. Poboljšanje funkcije grijanja ulijevačkog lijevka omogućuje stabilnu kontrolu pregrijavanja rastaljenog čelika. Temperatura rastaljenog čelika različitih lonca varira, što ima negativan učinak na proces kontinuiranog lijevanja, a zagrijavanje ulivnika to može donekle kompenzirati. Međutim, mora se istaknuti da održavanje stabilnog pregrijavanja rastaljenog čelika uglavnom ovisi o pravilnoj temperaturi točenja i strukturi podešavanja nakon točenja, a grijanje ulivnog lijevka može imati samo dopunsku ulogu. Unatoč tome, zagrijavanje i kontrola rastaljenog čelika u ulivniku još uvijek privlače pažnju metalurške zajednice. Neke zemlje, koje predstavljaju Japan, Sjedinjene Američke Države, Ujedinjeno Kraljevstvo i Francuska, sukcesivno su provodile istraživanja tehnologije grijanja rastaljenog čelika u ulivniku od 1970-ih do 1980-ih. Japanska tvrtka Kawasaki prva je razvila i dobila japanski patent još 1982. Trenutno, tehnologija grijanja rastaljenog čelika u ulivnom lijevu koja je uspješno razvijena ili je u razvoju obično usvaja metodu fizičkog zagrijavanja. Kod fizikalne metode zagrijavanja električna energija se koristi kao izvor topline i pretvara se u električnu energiju. Različiti mehanizmi mogu se podijeliti na: opremu za grijanje elektromagnetskom indukcijom, grijanje plazmom, grijanje elektrošljakom i tehnologiju keramičkog grijanja istosmjernom strujom.
Oprema za indukcijsko grijanje u loncu ima sljedeće karakteristike:
(1) Velika brzina grijanja i visoka učinkovitost električnog grijanja;
(2) Neki tipovi također imaju određeni elektromagnetski učinak miješanja, što pogoduje uklanjanju inkluzija;
(3) Procesnu temperaturu je lako kontrolirati, a najvažnije je točnije kontrolirati pregrijavanje rastaljenog čelika;
(4) Snaga grijanja ograničena je dubinom razine tekućine u loncu. Tek kada se rastaljeni čelik u loncu nakuplja do određene dubine, zagrijavanje se može odvijati glatko.
Postoji nekoliko vrsta opreme za indukcijsko grijanje u loncu:
(1) Prema vrsti induktora, može se podijeliti na opremu za indukcijsko grijanje bez jezgre i opremu za indukcijsko grijanje s jezgrom;
(2) Prema strukturi induktora, može se podijeliti na povećani tip kvara i tunelski tip (utor, rastopljeni rov) oprema za indukcijsko grijanje;
(3) Prema grijaćem dijelu može se podijeliti na lokalno grijanje i ukupno grijanje.
2 Uređaj za elektromagnetsku indukcijsku opremu za grijanje od rastopljenog čelika za kontinuirano lijevanje
2. 1 oprema za elektromagnetsko indukcijsko grijanje u tunelu u skladu s horizontalnim strojem za kontinuirano lijevanje
Oprema za elektromagnetsko indukcijsko grijanje u loncu u skladu s horizontalnim strojem za kontinuirano lijevanje prikazana je na slici 10-7.
Sada je objašnjen proces proizvodnje tvornice nehrđajućeg čelika.
Slika 10-7 Oprema za elektromagnetsko indukcijsko grijanje Tundish u kombinaciji s horizontalnim strojem za kontinuirano lijevanje
 Nakon doziranja svih vrsta nehrđajućeg čelika, oni se utovaruju u tri indukcijske peći od 5t iz napojnog spremnika s dizalicama. Nakon što se otpadni čelični otpad otopi na traženu temperaturu (oko 1650°C), rastopljeni čelik u indukcijskoj peći se izlije u lonac, a zatim se koristi. troska, defosforizacija i uklanjanje sumpora, te podešavanje sastava legure (uglavnom Cr, Ni), a zatim rastaljenog čelika (sastav i temperatura zadovoljavaju zahtjeve) Stavite rastaljeni čelik iz lonca u lonac i koristite dizalicu za izlivanje rastaljeni čelik u loncu u lonac 8t opreme za elektromagnetsko indukcijsko grijanje. Tekućina od nehrđajućeg čelika zagrijana očuvanjem topline izvlači se i lijeva u okruglu šipku pomoću horizontalnog stroja za kontinuirano lijevanje i konačno se gura u rashladni sloj oblikovanjem i striženjem. .
Nakon doziranja svih vrsta nehrđajućeg čelika, oni se utovaruju u tri indukcijske peći od 5t iz napojnog spremnika s dizalicama. Nakon što se otpadni čelični otpad otopi na traženu temperaturu (oko 1650°C), rastopljeni čelik u indukcijskoj peći se izlije u lonac, a zatim se koristi. troska, defosforizacija i uklanjanje sumpora, te podešavanje sastava legure (uglavnom Cr, Ni), a zatim rastaljenog čelika (sastav i temperatura zadovoljavaju zahtjeve) Stavite rastaljeni čelik iz lonca u lonac i koristite dizalicu za izlivanje rastaljeni čelik u loncu u lonac 8t opreme za elektromagnetsko indukcijsko grijanje. Tekućina od nehrđajućeg čelika zagrijana očuvanjem topline izvlači se i lijeva u okruglu šipku pomoću horizontalnog stroja za kontinuirano lijevanje i konačno se gura u rashladni sloj oblikovanjem i striženjem. .
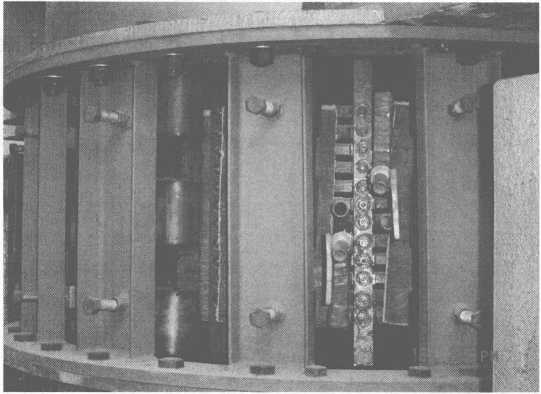
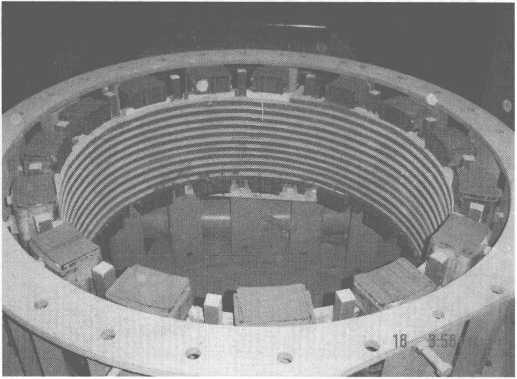
Fizički objekt lonca opreme za elektromagnetsko indukcijsko grijanje 8t prikazan je na slici 10-8.
8t i 14t oprema za elektromagnetsko indukcijsko grijanje u loncu, oprema za indukcijsko grijanje u loncu može strogo i točno kontrolirati temperaturu rastaljenog čelika (raspon pogreške je samo ±5~6℃), čime se osigurava kvaliteta gredice. Osim toga, vrijeme podešavanja temperature u loncu također se može na odgovarajući način produžiti, pokazujući dobar učinak opreme za indukcijsko grijanje.
2. 2 Tundish uređaj opreme za indukcijsko grijanje stroja za kontinuirano lijevanje s lukom
Na Slici 10-9.
Nakon što kontinuirani lijevač s lučnim lijevanim ljestvicima usvoji elektromagnetsku indukcijsku opremu za grijanje, temperatura točenja se može sniziti (na primjer, može se
Slika 10-9 Uređaj za ulijevanje opreme za indukcijsko grijanje stroja za kontinuirano lijevanje s lukom
Od 1700°C do 1650°C), ovo ne samo da pomaže u produljenju vijeka trajanja obloge peći za proizvodnju čelika (konverter, elektrolučna peć ili indukcijska peć), već i stabilizira temperaturu rastaljenog čelika u kontinuiranom lijevanju i jamči kvalitetu kontinuiranog lijevanja. lijevanje gredica.
Na temelju gornjeg uvoda, može se smatrati da je oprema za magnetsko indukcijsko grijanje u loncu za kontinuirano lijevanje nova tehnologija koja štedi energiju i ekološki prihvatljiva. Usvajanje ovog uređaja je relativno idealan projekt tehnološke transformacije za metalurška poduzeća, te je vrijedan promocije i upotrebe.
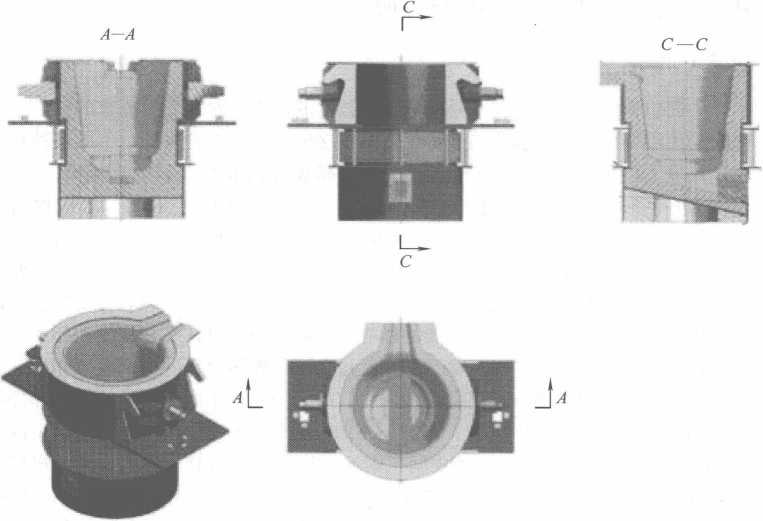
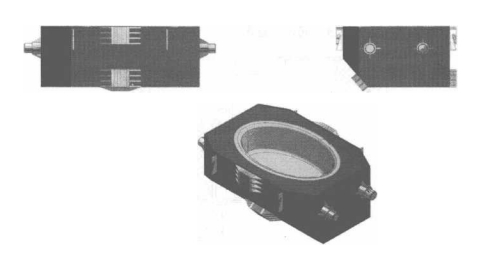
Na slici 10-10 prikazana je oprema za elektromagnetsko indukcijsko grijanje lonca od 16t.
Slika 10-10 Oprema za elektromagnetsko indukcijsko grijanje lonca od 16t
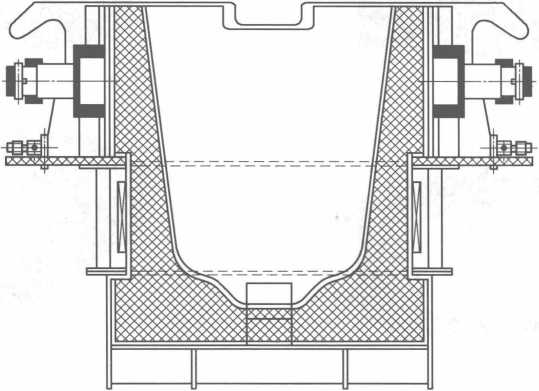
Slika 10-11 je shematski dijagram lonca za indukcijsko grijanje od 14t.
Slika 10-11 Shematski dijagram lonca za indukcijsko grijanje od 14t