- 15
- Sep
Үздіксіз құйылатын тундиль балқытылған болат индукциялық қыздыру жабдығы
Үздіксіз құйылатын тундиш балқытылған болат индукциялық жылыту жабдықтары
1 шолу
Түндіс балқытылған болат индукциялық қыздыру жабдығы технологиясы үздіксіз құю технологиясының прогрессімен, болат сапасына қойылатын талаптардың жақсаруымен, энергияны үнемдеу мен тұтынуды азайту қажеттілігімен, сондай-ақ сыртқы тазарту және үздіксіз құю процестерінің сәйкестігімен дамыды. Әртүрлі болат маркалары балқытылған болаттың қызып кетуінің AT-қа әртүрлі талаптар қояды. Қалың пластиналар үшін ішкі жарықтар мен бос орталықты азайту үшін AT төмен (5~200Т) болуы керек; суықтай илектелген жұқа табақтар үшін беті жақсы сапада болуы керек. Жоғары (15~300℃). Дегенмен, тербелістерді азайту үшін балқытылған болаттың қатты қызуы белгілі бір диапазонда тұрақталуы керек. Бұл үздіксіз құю өндірісінің бірқалыпты ілгерілеуін қамтамасыз ету, саптаманың бітелуін болдырмау немесе ағып кету апаттарын болдырмау және құйылған плиталардың сапасын қамтамасыз ету үшін қажетті шарт. Түндиштің қыздыру функциясын жақсарту балқытылған болаттың қызып кетуін тұрақты басқаруға мүмкіндік береді. Әртүрлі шөміштің балқытылған болатының температурасы өзгеріп отырады, бұл үздіксіз құю процесіне кері әсер етеді, ал тундишті қыздыру оны белгілі бір дәрежеде өтей алады. Дегенмен, балқытылған болаттың қатты қызып кетуін тұрақты ұстап тұру, негізінен, дұрыс түрту температурасына және түртуден кейінгі реттеу құрылымына байланысты екенін және тундиканы жылыту тек қосымша рөл атқара алатынын атап өткен жөн. Соған қарамастан, тундишта балқытылған болатты жылыту және бақылау металлургиялық қауымдастықтың назарын әлі де алады. Жапония, АҚШ, Ұлыбритания және Франция ұсынатын кейбір елдер 1970-1980 жылдар аралығында балқытылған болатты қыздыру технологиясы бойынша зерттеулерді дәйекті түрде жүргізді. Жапонияның Kawasaki компаниясы алғаш рет жапон патентін 1982 жылы әзірлеп, алды. Қазіргі уақытта балқытылған болатты тундильді қыздыру технологиясы әдетте физикалық қыздыру әдісін қолданады. Физикалық қыздыру әдісінде электр энергиясы жылу көзі ретінде пайдаланылады және электр энергиясына сәйкес түрлендіріледі. Әртүрлі механизмдерді бөлуге болады: электромагниттік индукциялық жылыту жабдықтары, плазмалық жылыту, электрошлакпен жылыту және тұрақты токпен керамикалық қыздыру технологиясы.
Тундиш индукциялық жылыту жабдығы келесі сипаттамаларға ие:
(1) Жылдам қыздыру жылдамдығы және электрлік жылытудың жоғары тиімділігі;
(2) Кейбір түрлерде қосындыларды кетіруге қолайлы белгілі бір электромагниттік араластыру әсері де болады;
(3) Процесс температурасын бақылау оңай, ең бастысы балқытылған болаттың қызып кетуін дәлірек бақылау;
(4) Қыздыру қуаты тундиш сұйықтығы деңгейінің тереңдігімен шектеледі. Тек тундишта балқытылған болат белгілі бір тереңдікке жиналғанда, қыздыру бірқалыпты жүруі мүмкін.
Тундиш индукциялық жылыту жабдығының бірнеше түрлері бар:
(1) Индукциялық катушка түріне қарай оны өзексіз индукциялық қыздыру жабдығы және өзекше индукциялық қыздыру жабдығы деп бөлуге болады;
(2) Индукциялық катушка құрылымы бойынша оны ұлғайтылған ақаулық түріне және туннельдік типке (ойық, балқытылған траншея) индукциялық жылыту жабдығына бөлуге болады;
(3) Жылыту бөлігіне сәйкес оны жергілікті жылытуға және жалпы жылытуға бөлуге болады.
2 Үздіксіз құйылатын тундиш балқытылған болаттан жасалған электромагниттік индукциялық қыздыру жабдығы
2. Көлденең үздіксіз құю машинасына сәйкес келетін 1 тундиш электромагниттік индукциялық жылыту жабдығы
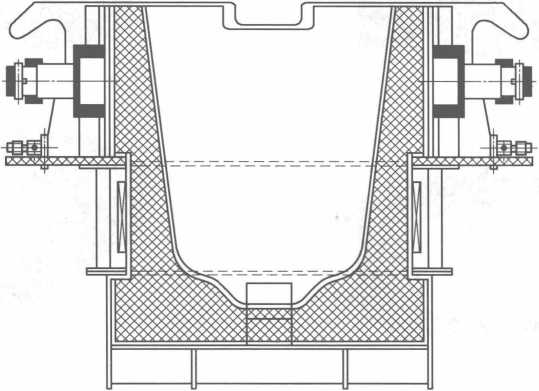
Көлденең үздіксіз құю машинасымен сәйкес келетін тундистік электромагниттік индукциялық қыздыру жабдығы 10-7 суретте көрсетілген.
Тот баспайтын болаттан жасалған зауыттың өндірістік процесі енді түсіндіріледі.
Сурет 10-7 Көлденең үздіксіз құю машинасымен сәйкестендірілген Тундиш электромагниттік индукциялық жылыту жабдығы
 Тот баспайтын болаттың барлық түрлері пакеттелгеннен кейін олар крандары бар қоректендіргіштен үш 5т индукциялық пешке жүктеледі. Болат сынықтары қажетті температураға дейін балқытылғаннан кейін (шамамен 1650 ° C), индукциялық пештегі балқытылған болат шөмішке құйылады, содан кейін пайдаланылады Жүк машинасы балқытылған болатты 8t AOD пешіне құяды, онда ол декарбуризациядан өтеді, шлактау, фосфорсыздандыру және күкіртті кетіру және қорытпаның құрамын реттеу (негізінен Cr, Ni), содан кейін балқытылған болат (құрамы мен температурасы талаптарға сай) Шөміштегі балқытылған болатты шөмішке салып, кранмен құю шөміштегі балқытылған болатты 8т электромагниттік индукциялық қыздыру жабдығының шөмішіне. Тот баспайтын болаттан жасалған жылуды сақтау арқылы қыздырылған сұйықтық көлденең үздіксіз құю машинасы арқылы тартылып, дөңгелек штангаға құйылады және соңында қалыптау және кесу арқылы салқындату қабатына итеріледі. .
Тот баспайтын болаттың барлық түрлері пакеттелгеннен кейін олар крандары бар қоректендіргіштен үш 5т индукциялық пешке жүктеледі. Болат сынықтары қажетті температураға дейін балқытылғаннан кейін (шамамен 1650 ° C), индукциялық пештегі балқытылған болат шөмішке құйылады, содан кейін пайдаланылады Жүк машинасы балқытылған болатты 8t AOD пешіне құяды, онда ол декарбуризациядан өтеді, шлактау, фосфорсыздандыру және күкіртті кетіру және қорытпаның құрамын реттеу (негізінен Cr, Ni), содан кейін балқытылған болат (құрамы мен температурасы талаптарға сай) Шөміштегі балқытылған болатты шөмішке салып, кранмен құю шөміштегі балқытылған болатты 8т электромагниттік индукциялық қыздыру жабдығының шөмішіне. Тот баспайтын болаттан жасалған жылуды сақтау арқылы қыздырылған сұйықтық көлденең үздіксіз құю машинасы арқылы тартылып, дөңгелек штангаға құйылады және соңында қалыптау және кесу арқылы салқындату қабатына итеріледі. .
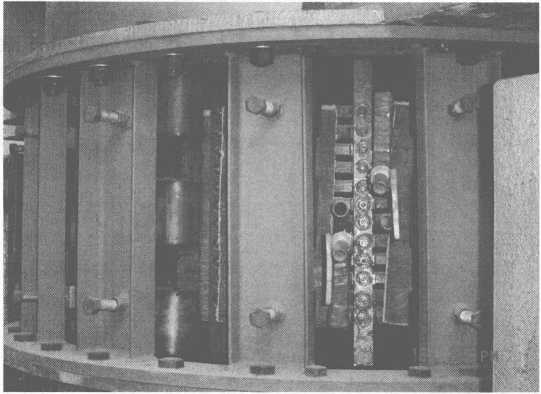
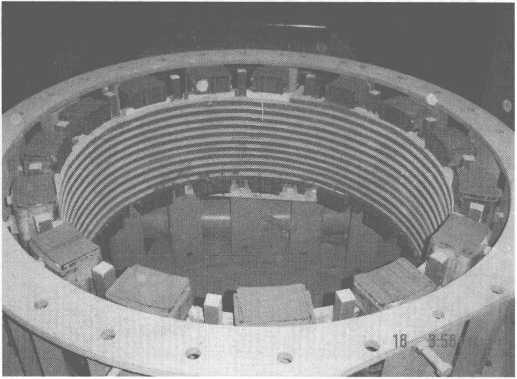
8т электромагниттік индукциялық жылыту жабдығы шөмішінің физикалық объектісі 10-8 суретте көрсетілген.
8 т және 14 т тундиш электромагниттік индукциялық жылыту жабдығы, тундиш индукциялық жылыту жабдығы балқытылған болаттың температурасын қатаң және дәл басқара алады (қате диапазоны тек ± 5 ~ 6 ℃), осылайша дайындаманың сапасын қамтамасыз етеді. Сонымен қатар, индукциялық жылыту жабдығының жақсы әсерін көрсететін тундиштің температураны реттеу уақыты да тиісті түрде ұзартылуы мүмкін.
2. Доғалы үздіксіз құю машинасының индукциялық қыздыру жабдығының 2 тундиш құрылғысы
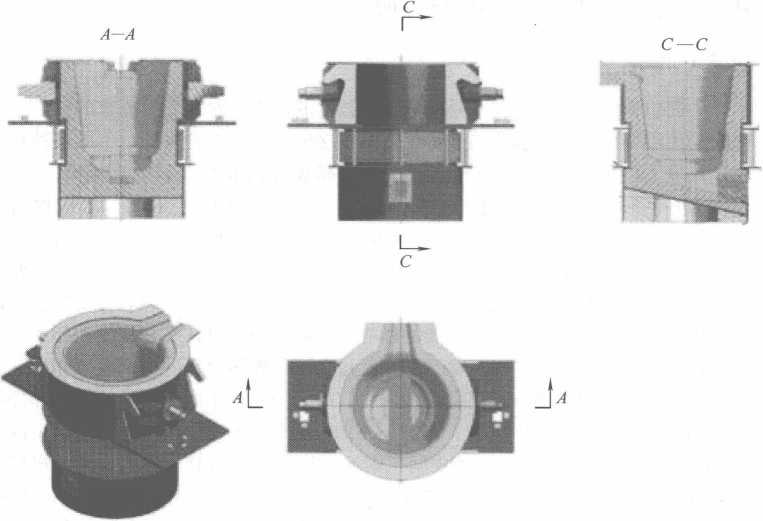
Доғалы үздіксіз құю машинасының индукциялық қыздыру жабдығының тундиш құрылғысы 10-9 суретте көрсетілген.
Доғалық дайындаманы үздіксіз құюшы электромагниттік индукциялық жылыту жабдығын қабылдағаннан кейін, түрту температурасын төмендетуге болады (мысалы, ол
Сурет 10-9 Доғалы үздіксіз құю машинасының индукциялық қыздыру жабдығының тундиш құрылғысы
1700°C-тан 1650°C-қа дейін, бұл болат балқыту пешінің қаптамасының (конвертер, электр доғалық пеші немесе индукциялық пеш) қызмет ету мерзімін ұзартуға көмектесіп қана қоймайды, сонымен қатар үздіксіз құю кезінде балқытылған болаттың температурасын тұрақтандырады және үздіксіз құю сапасына кепілдік береді. дайындамаларды құю.
Жоғарыда келтірілген кіріспеге сүйене отырып, үздіксіз құйылатын тундиш магнитті индукциялық жылыту жабдығы энергияны үнемдейтін және экологиялық таза технология болып табылады деп санауға болады. Бұл құрылғыны қабылдау металлургиялық кәсіпорындар үшін салыстырмалы түрде идеалды технологиялық трансформация жобасы болып табылады және оны жылжытуға және пайдалануға лайық.
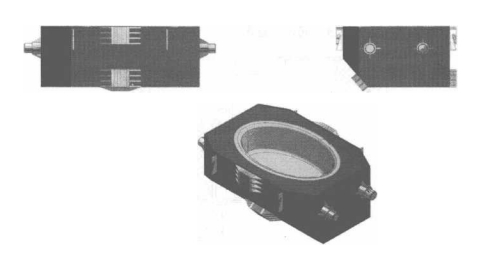
10-10 суретте 16т тундиш электромагниттік индукциялық қыздыру жабдығы көрсетілген.
10-10 сурет 16т тундиш электромагниттік индукциялық жылыту жабдығы
10-11 суретте 14т индукциялық жылыту жабдығының тундикасының принципиалды сұлбасы берілген.
10-11 сурет 14т индукциялық жылыту жабдығының тундикасының схемасы