- 15
- Sep
Lisebelisoa tse tsoelang pele tsa ho futhumatsa li-tundish tse entsoeng ka tšepe e entsoeng ka tšepe
Tsoela pele ho lahla tundish tšepe e qhibilihisitsoeng lisebelisoa tsa ho futhumatsa
Kakaretso ea 1
Theknoloji ea lisebelisoa tsa ho futhumatsa tse entsoeng ka tšepe ea Tundish e entsoeng ka tšepe e qhibilihisitsoeng e ntse e ntlafatsoa ka tsoelo-pele ea theknoloji e tsoelang pele ea ho lahla, ntlafatso ea litlhoko tsa boleng ba tšepe, tlhokahalo ea ho boloka matla le ho fokotsa tšebeliso ea matla, le ho tsamaisana le mekhoa ea ho hloekisa ka ntle le e tsoelang pele ea ho lahlela. Likarolo tse fapaneng tsa tšepe li na le litlhoko tse fapaneng ho AT ea superheat ea tšepe e qhibilihisitsoeng. Bakeng sa lipoleiti tse teteaneng, e le ho fokotsa mapetsong a ka hare le setsi se hlephileng, AT e lokela ho ba tlaase (5 ~ 200T); bakeng sa lipoleiti tse tšesaane tse batang, holimo ho hlokahala hore ho be le boleng bo botle. Holimo (15 ~ 300℃). Leha ho le joalo, mocheso o phahameng oa tšepe o qhibilihisitsoeng o tlameha ho tsitsisoa ka har’a mefuta e itseng ho fokotsa ho fetoha. Ena ke boemo bo hlokahalang ho netefatsa tsoelo-pele e tsitsitseng ea tlhahiso e tsoelang pele ea ho lahlela, ho thibela ho thibela li-nozzle kapa ho thibela likotsi tse lutlang, le ho netefatsa boleng ba li-cast slabs. Ntlafatso ea ts’ebetso ea ho futhumatsa ea tundish e etsa hore ho khonehe ho laola mocheso o phahameng oa tšepe e qhibilihisitsoeng ka mokhoa o tsitsitseng. Mocheso oa tšepe e qhibilihisitsoeng ea ladle e fapaneng e fetoha, e nang le phello e mpe ts’ebetsong e tsoelang pele ea ho lahla, ‘me ho futhumala ha tundish ho ka e lefella ho isa bohōleng bo itseng. Leha ho le joalo, ho tlameha ho totobatsoa hore ho boloka mocheso o tsitsitseng oa tšepe o qhibilihisitsoeng haholo-holo o itšetlehile ka mocheso o nepahetseng oa ho phunya le sebopeho sa ho lokisa ka mor’a ho tlanya, ‘me mocheso oa tundish o ka phetha karolo ea tlatsetso feela. Leha ho le joalo, ho futhumatsa le taolo ea tšepe e qhibilihisitsoeng ka har’a tundish e ntse e fumana tlhokomelo ho tsoa sechabeng sa metallurgical. Linaha tse ling tse emetsoeng ke Japane, United States, United Kingdom, le Fora li entse lipatlisiso ka tatellano mabapi le theknoloji e futhumatsang ea tundish e entsoeng ka tšepe e qhibilihisitsoeng ho tloha ka bo-1970 ho fihlela ka bo-1980. Khampani ea Kawasaki ea Japane e qalile ho hlahisa le ho fumana tokelo ea molao ea Majapane ho tloha ka 1982. Hajoale, theknoloji e futhumatsang ea tundish e entsoeng ka tšepe e qhibilihisitsoeng e ntlafalitsoe ka katleho kapa e ntse e ntlafatsoa hangata e sebelisa mokhoa oa ho futhumatsa mmele. Mokhoa oa ho futhumatsa ‘mele, matla a motlakase a sebelisoa e le mohloli oa mocheso mme a fetoloa ho latela matla a motlakase. Mekhoa e fapaneng e ka aroloa ka: lisebelisoa tsa ho futhumatsa ka motlakase, ho futhumatsa plasma, ho futhumatsa electroslag le theknoloji ea ho futhumatsa ka ceramic ea DC.
Lisebelisoa tsa ho futhumatsa tsa Tundish induction li na le litšobotsi tse latelang:
(1) Lebelo la ho futhumatsa ka potlako le katleho e phahameng ea ho futhumatsa motlakase;
(2) Mefuta e meng e boetse e na le phello e itseng ea electromagnetic e susumetsang, e thusang ho tlosoa ha li-inclusions;
(3) Mocheso oa ts’ebetso o bonolo ho o laola, ‘me ntho ea bohlokoa ka ho fetisisa ke ho laola ka mokhoa o nepahetseng ho feta mocheso o moholo oa tšepe e qhibilihisitsoeng;
(4) Matla a ho futhumatsa a lekanyelitsoe ke botebo ba boemo ba mokelikeli oa tundish. Ke feela ha tšepe e qhibilihisitsoeng ka har’a tundish e bokellana ho ea botebong bo itseng, ho futhumatsa ho ka tsoela pele hantle.
Ho na le mefuta e ‘maloa ea lisebelisoa tsa ho futhumatsa tsa tundish induction:
(1) Ho ea ka mofuta oa inductor, e ka aroloa ka lisebelisoa tsa ho futhumatsa tse se nang letho le lisebelisoa tsa ho futhumatsa tse nang le cored;
(2) Ho ea ka sebopeho sa inductor, e ka aroloa ka mofuta o eketsehileng oa phoso le mofuta oa kotopo (groove, foro e entsoeng ka ho qhibilihisoa) thepa ea ho futhumatsa ea induction;
(3) Ho ea ka karolo ea ho futhumatsa, e ka aroloa ho futhumatsa sebakeng le ho futhumatsa ka kakaretso.
2 Sesebelisoa sa ho futhumatsa se sa khaotseng sa tundish se entsoeng ka tšepe ea motlakase ea motlakase
2. 1 Sesebelisoa sa ho futhumatsa sa Tundish sa electromagnetic induction se tsamaellanang le mochini o lahlang o sa khaotseng
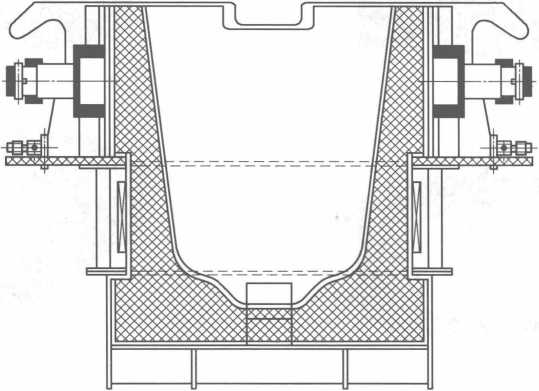
Thepa e futhumatsang ea tundish electromagnetic induction e tsamaellanang le mochini o sa khaotseng oa ho lahla o bonts’itsoe ho Setšoantšo sa 10-7.
Ts’ebetso ea tlhahiso ea semela sa tšepe e sa hloekang e se e hlalositsoe.
Setšoantšo sa 10-7 Sesebelisoa sa ho futhumatsa sa Tundish electromagnetic induction se tsamaellanang le mochini o lahlang o tsoelang pele.
 Ka mor’a hore mefuta eohle ea litšepe tse sa hloekang li kopane, li kenngoa ka har’a libopi tse tharo tsa 5t tse tsoang ka tanka ea ho fepa ka li-cranes. Ka mor’a hore tšepe ea tšepe e qhibilihe ho fihlela mocheso o hlokahalang (hoo e ka bang 1650 ° C), tšepe e qhibilihisitsoeng ka sebōping sa induction e tšeloa ka har’a ladle, ebe e sebelisoa Teraka e tšela tšepe e qhibilihisitsoeng ka sebōping sa 8t AOD, moo e kenang teng; slagging, dephosphorization le ho tlosa sebabole, le ho lokisoa ha motsoako oa motsoako (haholo-holo Cr, Ni), ebe tšepe e qhibilihisitsoeng (sebopeho le mocheso li finyella litlhoko) Kenya tšepe e qhibilihisitsoeng ka ladle ka ladle ‘me u sebelise crane ho tšela. tšepe e qhibilihisitsoeng ka har’a ladle ka har’a ladle ea lisebelisoa tsa ho futhumatsa tsa 8t electromagnetic induction. Mokelikeli oa tšepe o sa hloekang o futhumetseng ka ho boloka mocheso o huloa ebe o lahleloa ka har’a bar e chitja ka mochine o tsitsitseng o tsoelang pele oa ho lahlela ‘me qetellong o sutumelletsoa ka betheng e pholileng ka ho etsa le ho kuta. .
Ka mor’a hore mefuta eohle ea litšepe tse sa hloekang li kopane, li kenngoa ka har’a libopi tse tharo tsa 5t tse tsoang ka tanka ea ho fepa ka li-cranes. Ka mor’a hore tšepe ea tšepe e qhibilihe ho fihlela mocheso o hlokahalang (hoo e ka bang 1650 ° C), tšepe e qhibilihisitsoeng ka sebōping sa induction e tšeloa ka har’a ladle, ebe e sebelisoa Teraka e tšela tšepe e qhibilihisitsoeng ka sebōping sa 8t AOD, moo e kenang teng; slagging, dephosphorization le ho tlosa sebabole, le ho lokisoa ha motsoako oa motsoako (haholo-holo Cr, Ni), ebe tšepe e qhibilihisitsoeng (sebopeho le mocheso li finyella litlhoko) Kenya tšepe e qhibilihisitsoeng ka ladle ka ladle ‘me u sebelise crane ho tšela. tšepe e qhibilihisitsoeng ka har’a ladle ka har’a ladle ea lisebelisoa tsa ho futhumatsa tsa 8t electromagnetic induction. Mokelikeli oa tšepe o sa hloekang o futhumetseng ka ho boloka mocheso o huloa ebe o lahleloa ka har’a bar e chitja ka mochine o tsitsitseng o tsoelang pele oa ho lahlela ‘me qetellong o sutumelletsoa ka betheng e pholileng ka ho etsa le ho kuta. .
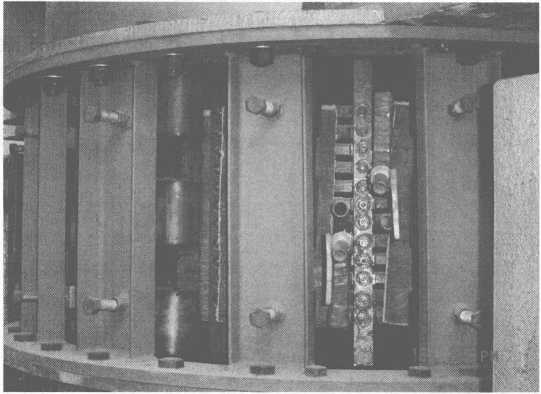
Ntho e bonahalang ea 8t electromagnetic induction heat equipment ladle e bontšoa ho Setšoantšo sa 10-8.
8t le 14t tundish electromagnetic induction heats equipment, sesebelisoa sa ho futhumatsa sa tundish induction se ka laola ka mokhoa o tiileng le ka nepo mocheso oa tšepe e qhibilihisitsoeng (mofuta oa liphoso ke ± 5 ~ 6 ℃ feela), kahoo o netefatsa boleng ba billet. Ntle le moo, nako ea phetoho ea mocheso oa tundish le eona e ka atolosoa ka nepo, e bonts’a phello e ntle ea lisebelisoa tsa ho futhumatsa tsa induction.
2. 2 Sesebelisoa sa Tundish sa lisebelisoa tse futhumatsang tsa induction tsa mochini oa arc o tsoelang pele oa ho lahla
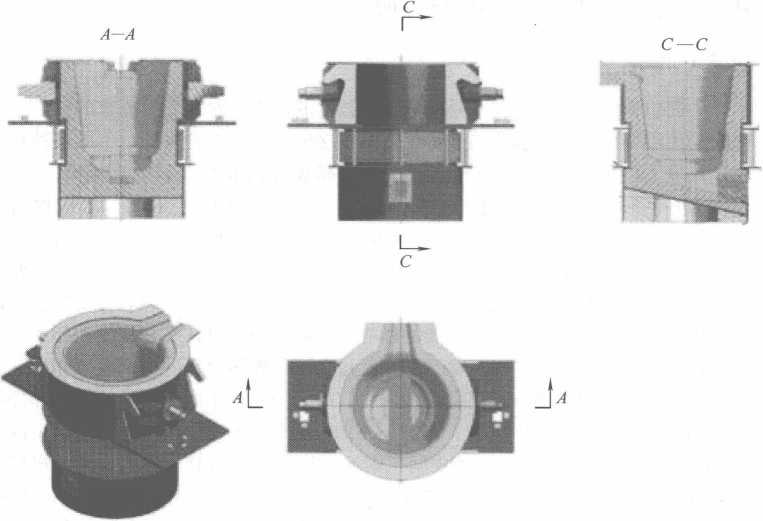
Sesebelisoa sa tundish sa thepa ea ho futhumatsa ea induction ea mochini o tsoelang pele oa arc o bontšoa ho Setšoantšo sa 10-9.
Kamora hore caster e tsoelang pele ea arc billet e nke mochini o futhumatsang oa motlakase oa motlakase, mocheso o ka theoleloa (mohlala, o ka fokotsoa).
Setšoantšo sa 10-9 Sesebelisoa sa Tundish sa lisebelisoa tsa ho futhumatsa tsa induction tsa mochini o tsoelang pele oa arc
Ho tloha ho 1700 ° C ho ea ho 1650 ° C), sena ha se thuse feela ho ntlafatsa bophelo ba sebōpi sa ho etsa tšepe (mofetoleli, sebōpi sa motlakase sa arc kapa sebōpi sa induction), empa hape se tsitsisa mocheso oa tšepe e qhibilihisitsoeng ka ho lahla ho tsoelang pele le ho tiisa boleng ba ho tsoela pele. ho lahla billets.
Ho ipapisitsoe le kenyelletso e kaholimo, ho ka nkuoa hore sesebelisoa sa ho futhumatsa se ntseng se tsoela pele sa tundish ke theknoloji e ncha ea ho boloka matla le tikoloho. Ho amoheloa ha sesebelisoa sena ke morero o batlang o le motle oa phetoho ea theknoloji bakeng sa likhoebo tsa metallurgic, ‘me o tšoaneloa ke ho phahamisoa le ho sebelisoa.
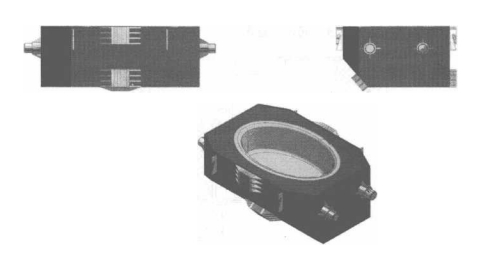
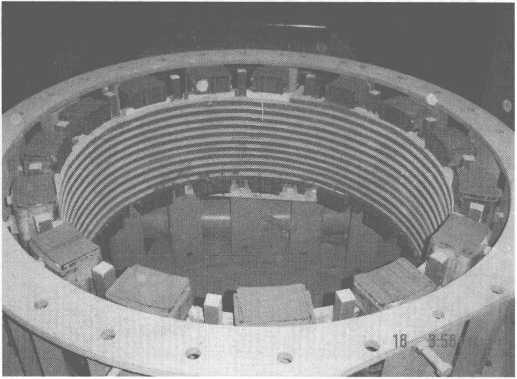
Setšoantšo sa 10-10 se bonts’a lisebelisoa tsa ho futhumatsa tsa 16t tundish electromagnetic induction.
Setšoantšo sa 10-10 16t tundish lisebelisoa tsa ho futhumatsa tsa motlakase oa motlakase
Setšoantšo sa 10-11 ke setšoantšo sa moralo oa tundish ea lisebelisoa tse futhumatsang tsa 14t.
Setšoantšo sa 10-11 Setšoantšo sa moralo oa tundish ea lisebelisoa tse futhumatsang tsa 14t