- 28
- Jul
İnduksiya əritmə sobasında polad və qırıntı poladın əridilməsi üsulu
- 28
- Iyul
- 28
- Iyul
Method for melting steel and scrap steel in induction melting furnace
İnduksiya sobası doldurulmazdan əvvəl sobadakı qalıq çıxarılmalı, sobanın astarının zədələnməsi yoxlanılmalıdır. Ciddi zədələnmiş hissələr sürətli soyutma nəticəsində qara olub və təmir edilməlidir. Təmir materialının taxıl ölçüsü düyünlü materialdan bir qədər kiçik, istifadə olunan bağlayıcı isə bir qədər çox olmalıdır. Ciddi zədələnmiş iri miqyaslı sobalar düyünləri doldurmaq üçün soba dəmir qəlibinə qaldırıla bilər.
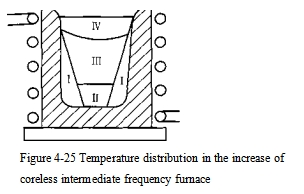
İnduksiya sobasının temperaturu tıqqıltıdan sonra tez aşağı düşdüyü üçün onu tez doldurmaq və mümkün qədər çəlləklərlə doldurmaq lazımdır. Əriməni sürətləndirmək üçün material sobada temperaturun paylanmasına uyğun olaraq əsaslı şəkildə paylanmalıdır. İnduksiya sobasında temperaturun paylanması Şəkil 4-25-də göstərilmişdir. Cərəyanın dəri təsirinə görə, volüt divarının yaxınlığında maddi sütunun ətraf səthi (I zona) yüksək temperatur zonasıdır.
Aşağı və orta (I, TT zonası) daha yüksək temperatur zonası olan nisbətən zəif istilik yayılmasına malikdir və yuxarı hissədə (IV zona) daha az maqnit axını və aşağı temperatur zonası olan böyük istilik itkisi var.
Əvvəlcədən şlak əmələ gətirmək üçün şlak materialının çəkisinə görə 1%-i doldurulmadan əvvəl sobanın dibinə əlavə oluna bilər, qələvi sobaya əhəng və flüorit, turşu sobasına isə şüşə kullet əlavə edilir.
Ərimə başlanğıcında, xəttdəki endüktans və tutum tez və düzgün uyğunlaşdırıla bilmədiyi üçün cərəyan qeyri-sabitdir, buna görə də qısa müddətdə yalnız aşağı güclə təmin edilə bilər. Cari sabit olduqdan sonra tam yük ötürülməsinə keçirilməlidir. Ərimə prosesində elektrik avadanlıqlarını yüksək güc faktoru ilə saxlamaq üçün kondansatör daim tənzimlənməlidir. Yük tamamilə əridildikdən sonra, ərimiş polad müəyyən dərəcədə qızdırılır və sonra ərimə tələblərinə uyğun olaraq giriş gücü azalır.
Düzgün ərimə vaxtına nəzarət edilməlidir. Ərimə müddəti çox qısa olarsa, bu, gərginliyin və tutumun seçilməsində çətinliklərə səbəb olacaqdır. Çox uzun olarsa, faydasız istilik itkisini artıracaqdır. Yanlış parça və ya soba materialındakı həddindən artıq pas “körpü” fenomeninə səbəb olacaq, bu da vaxtında həll edilməlidir. “Körpü” yuxarı hissədəki əriməmiş materialın ərimiş poladın içərisinə düşməsinin qarşısını alır, yuhuanın dayanması və ərimiş poladın dibinin həddindən artıq istiləşməsi sobanın astarını asanlıqla zədələyə bilər və bu da ərimiş poladın böyük miqdarda udulmasına səbəb olacaqdır. qaz.
Elektromaqnit qarışdırma nəticəsində ərimiş poladın orta hissəsi qabarıqlaşır və şlak tez-tez tigenin kənarına axır və soba divarına yapışır. Buna görə də, şlak ərimə prosesində soba şəraitinə uyğun olaraq davamlı olaraq əlavə edilməlidir.