- 28
- Jul
Μέθοδος τήξης χάλυβα και σκραπ χάλυβα σε επαγωγικό κλίβανο τήξης
- 28
- Ιουλ
- 28
- Ιουλ
Method for melting steel and scrap steel in induction melting furnace
Πριν φορτιστεί ο επαγωγικός κλίβανος, πρέπει να αφαιρεθούν τα υπολείμματα στον κλίβανο και να ελεγχθεί η ζημιά της επένδυσης του κλιβάνου. Τα μέρη που έχουν υποστεί σοβαρή ζημιά έχουν μαυρίσει λόγω της γρήγορης ψύξης και πρέπει να επισκευαστούν. Το μέγεθος κόκκου του επισκευαστικού υλικού πρέπει να είναι ελαφρώς μικρότερο από αυτό του υλικού με κόμπους και το συνδετικό που χρησιμοποιείται θα πρέπει να είναι ελαφρώς μεγαλύτερο. Οι κλίβανοι μεγάλης κλίμακας που έχουν υποστεί σοβαρή ζημιά μπορούν να ανυψωθούν στο σιδερένιο καλούπι του κλιβάνου για να γεμίσουν κόμβους.
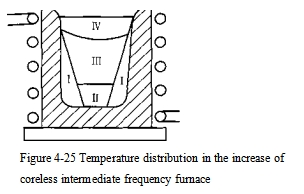
Εφόσον η θερμοκρασία του επαγωγικού κλιβάνου πέφτει γρήγορα μετά το χτύπημα, θα πρέπει να φορτίζεται γρήγορα και να γεμίζει με βαρέλια όσο το δυνατόν περισσότερο. Προκειμένου να επιταχυνθεί η τήξη, το υλικό θα πρέπει να κατανέμεται λογικά σύμφωνα με την κατανομή θερμοκρασίας στον κλίβανο. Η κατανομή θερμοκρασίας στον επαγωγικό κλίβανο φαίνεται στο Σχήμα 4-25. Λόγω της επίδρασης δέρματος του ρεύματος, η περιβάλλουσα επιφάνεια της στήλης υλικού (ζώνη I) κοντά στο τοίχωμα του σπειροειδούς είναι μια ζώνη υψηλής θερμοκρασίας.
Το κάτω και το μεσαίο (Ι, ζώνη ΤΤ) έχουν σχετικά κακή απαγωγή θερμότητας, που είναι ζώνη υψηλότερης θερμοκρασίας, και το πάνω μέρος (ζώνη IV) έχει λιγότερη μαγνητική ροή και μεγάλες απώλειες θερμότητας, που είναι μια ζώνη χαμηλής θερμοκρασίας.
Προκειμένου να σχηματιστεί εκ των προτέρων σκωρία, 1% του υλικού σκωρίας κατά βάρος μπορεί να προστεθεί στον πυθμένα του κλιβάνου πριν από τη φόρτιση, ο ασβέστης και ο φθορίτης προστίθενται στον αλκαλικό κλίβανο και ο υαλοπίνακας προστίθεται στον όξινο κλίβανο.
Στην αρχή της τήξης, επειδή η αυτεπαγωγή και η χωρητικότητα στη γραμμή δεν μπορούν να συνδυαστούν γρήγορα και σωστά, το ρεύμα είναι ασταθές, επομένως μπορεί να τροφοδοτηθεί με χαμηλή ισχύ μόνο σε σύντομο χρονικό διάστημα. Μόλις το ρεύμα είναι σταθερό, θα πρέπει να αλλάξει σε μετάδοση πλήρους φορτίου. Κατά τη διαδικασία τήξης, ο πυκνωτής πρέπει να ρυθμίζεται συνεχώς για να διατηρεί τον ηλεκτρικό εξοπλισμό με υψηλό συντελεστή ισχύος. Μετά την πλήρη τήξη του φορτίου, ο τηγμένος χάλυβας υπερθερμαίνεται σε κάποιο βαθμό και στη συνέχεια η ισχύς εισόδου μειώνεται σύμφωνα με τις απαιτήσεις τήξης.
Ο σωστός χρόνος τήξης πρέπει να ελέγχεται. Εάν ο χρόνος τήξης είναι πολύ μικρός, θα προκαλέσει δυσκολίες στην επιλογή τάσης και χωρητικότητας. Εάν είναι πολύ μεγάλο, θα αυξήσει την άχρηστη απώλεια θερμότητας. Το ακατάλληλο ύφασμα ή η υπερβολική σκουριά στο υλικό του κλιβάνου θα προκαλέσει φαινόμενο «γέφυρας», το οποίο θα πρέπει να αντιμετωπιστεί έγκαιρα. Η “γέφυρα” εμποδίζει το άλυτο υλικό στο επάνω μέρος να πέσει στο λιωμένο χάλυβα, να λιμνάζει το yuhua και η υπερθέρμανση του πυθμένα του λιωμένου χάλυβα μπορεί εύκολα να βλάψει την επένδυση του κλιβάνου και επίσης θα κάνει τον λιωμένο χάλυβα να απορροφήσει μεγάλη ποσότητα του αερίου.
Λόγω της ηλεκτρομαγνητικής ανάδευσης, το μέσο του λιωμένου χάλυβα διογκώνεται και η σκωρία συχνά ρέει στην άκρη του χωνευτηρίου και προσκολλάται στο τοίχωμα του κλιβάνου. Επομένως, η σκωρία πρέπει να προστίθεται συνεχώς σύμφωνα με τις συνθήκες του κλιβάνου κατά τη διάρκεια της διαδικασίας τήξης.