- 28
- Jul
Спосіб плавлення сталі та сталевого брухту в індукційній плавильній печі
- 28
- Липень
- 28
- Липень
Спосіб плавлення сталі та сталевого брухту в індукційній плавильній печі
Перед завантаженням індукційної печі слід видалити залишки в печі та перевірити пошкодження футеровки печі. Сильно пошкоджені частини почорніли через швидке охолодження і потребують ремонту. Розмір зерен ремонтного матеріалу повинен бути трохи меншим, ніж у вузлового матеріалу, а використовуваного сполучного трохи більше. Великі печі, які сильно пошкоджені, можуть бути підняті в форму печі для заповнення вузлів.
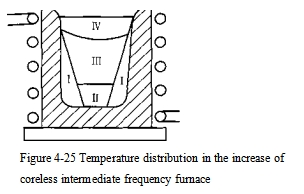
Оскільки температура індукційної печі швидко падає після випуску, її слід швидко заряджати і максимально наповнювати бочками. Щоб прискорити плавлення, матеріал слід розподілити розумно відповідно до розподілу температури в печі. Розподіл температури в індукційній печі показано на малюнку 4-25. Через скін-ефект струму навколишня поверхня стовпа матеріалу (зона I) біля стінки волюта є зоною високої температури.
Нижня і середня (зона I, TT) мають відносно слабке розсіювання тепла, тобто зона з вищою температурою, а верхня частина (зона IV) має менший магнітний потік і великі втрати тепла, яка є зоною з низькою температурою.
Для попереднього утворення шлаку перед завантаженням на дно печі можна додати 1% маси шлакового матеріалу, у лужну піч — вапно і флюорит, у кислотну — склобій.
На початку плавлення, оскільки індуктивність і ємність на лінії не можуть бути узгоджені швидко і належним чином, струм нестабільний, тому його можна подавати лише з низькою потужністю за короткий час. Як тільки струм стане стабільним, його слід переключити на передачу повного навантаження. Під час процесу плавлення конденсатор слід постійно регулювати, щоб підтримувати електрообладнання з високим коефіцієнтом потужності. Після повного розплавлення шихти розплавлена сталь певною мірою перегрівається, а потім споживана потужність зменшується відповідно до вимог плавки.
Необхідно контролювати правильний час плавлення. Якщо час плавлення занадто короткий, це викличе труднощі у виборі напруги та ємності. Якщо він занадто довгий, це збільшить марні втрати тепла. Невідповідна тканина або надмірна іржа в матеріалі печі спричинять явище «мостика», з яким слід вчасно боротися. «Міст» запобігає падінню нерозплавленого матеріалу у верхній частині в розплавлену сталь, застою юхуа, а перегрів нижньої частини розплавленої сталі може легко пошкодити футерівку печі, а також призведе до того, що розплавлена сталь поглине велику кількість газу.
Внаслідок електромагнітного перемішування середина розплавленої сталі випирає, і шлак часто стікає до краю тигля та прилипає до стінки печі. Тому шлак слід постійно додавати відповідно до умов печі під час процесу плавлення.