- 28
- Jul
유도 용해로에서 철강 및 고철 용해 방법
- 28
- 7월
- 28
- 7월
Method for melting steel and scrap steel in induction melting furnace
인덕션로를 장입하기 전에 로의 잔류물을 제거하고 로 라이닝의 손상을 점검해야 합니다. 심하게 손상된 부품은 급속 냉각으로 인해 검게 변하여 수리해야 합니다. 수리 재료의 입자 크기는 매듭 재료의 입자 크기보다 약간 작아야하며 사용되는 바인더는 약간 커야합니다. 심하게 손상된 대규모 용광로는 옹이를 채우기 위해 용광로 주형으로 들어 올릴 수 있습니다.
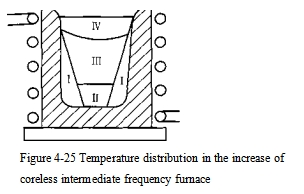
유도로의 온도는 출탕 후 급격히 떨어지므로 재빨리 장입해야 하며 최대한 배럴을 채워야 한다. 용해 속도를 높이려면 로내 온도 분포에 따라 재료를 합리적으로 분배해야 합니다. 유도로의 온도 분포는 그림 4-25에 나와 있습니다. 전류의 표피 효과로 인해 볼류트 벽 근처의 재료 기둥(영역 I)의 주변 표면은 고온 영역입니다.
하부와 중간(I, TT zone)은 상대적으로 열발산이 잘 되지 않는 고온영역이고 상부(IV zone)는 자속이 적고 열손실이 큰 저온영역이다.
슬래그를 미리 형성하기 위해 장입하기 전에 1중량%의 슬래그 재료를 노의 바닥에 첨가할 수 있으며 석회와 형석을 알칼리로에 첨가하고 유리 파유리를 산성로에 첨가합니다.
용융 초기에는 라인의 인덕턴스와 커패시턴스를 빠르고 적절하게 일치시킬 수 없기 때문에 전류가 불안정하므로 짧은 시간에 낮은 전력으로 만 공급할 수 있습니다. 전류가 안정되면 전체 부하 전송으로 전환해야 합니다. 용융 과정에서 커패시터는 전기 장비를 높은 역률로 유지하기 위해 지속적으로 조정되어야 합니다. 장입물이 완전히 녹은 후 용강은 어느 정도 과열되고 제련 요구 사항에 따라 입력 전력이 감소합니다.
적절한 용융 시간을 제어해야 합니다. 용융 시간이 너무 짧으면 전압 및 정전 용량 선택에 어려움이 있습니다. 너무 길면 쓸모없는 열 손실이 증가합니다. 퍼니스 재료에 부적절한 천이나 과도한 녹이 발생하면 “브리징” 현상이 발생하므로 제때 처리해야 합니다. “Bridge”는 상부의 미용융물이 용강 속으로 떨어지는 것을 방지하여 유화를 정체시키며, 용강 바닥을 과열하면 용강 내벽이 쉽게 손상될 수 있으며, 또한 용강이 다량의 용강을 흡수하는 원인이 됩니다. 가스.
전자기 교반으로 인해 용강의 중간이 부풀어 오르고 슬래그가 종종 도가니의 가장자리로 흘러 로 벽에 부착됩니다. 따라서 용융공정 중 노의 조건에 따라 슬래그를 지속적으로 투입해야 한다.