- 28
- Jul
Индукциялық балқыту пешінде болат пен сынықтарды балқыту әдісі
- 28
- Jul
- 28
- Jul
Method for melting steel and scrap steel in induction melting furnace
Индукциялық пешті зарядтау алдында пештегі қалдықты алып тастау керек, пештің қаптамасының зақымдалуын тексеру керек. Қатты зақымдалған бөліктер жылдам салқындатуға байланысты қара түсті және оларды жөндеу керек. Жөндейтін материалдың түйіршік мөлшері түйіндік материалдан сәл кішірек, ал қолданылатын байланыстырғыш сәл көбірек болуы керек. Қатты зақымдалған ірі пештерді тораптарды толтыру үшін пештің темір қалыпына көтеруге болады.
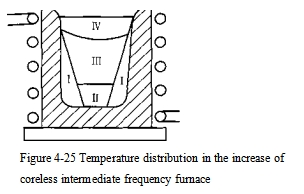
Индукциялық пештің температурасы түртуден кейін тез төмендейтіндіктен, оны тез зарядтау керек және мүмкіндігінше бөшкелермен толтыру керек. Балқуды тездету үшін материалды пештегі температураның таралуына сәйкес дұрыс бөлу керек. Индукциялық пештегі температураның таралуы 4-25 суретте көрсетілген. Токтың тері әсеріне байланысты материал бағанының (I аймақ) волюта қабырғасының жанындағы қоршаған беті жоғары температуралық аймақ болып табылады.
Төменгі және ортаңғы (I, TT аймағы) салыстырмалы түрде төмен температуралық аймақ болып табылатын жылу диссипациясына ие, ал жоғарғы бөлігінде (IV аймақ) магнит ағыны аз және үлкен жылу шығыны бар, бұл төмен температура аймағы.
Алдын ала қож түзу үшін шлак материалының салмағы бойынша 1% зарядтау алдында пеш түбіне қосуға болады, сілтілі пешке әк пен флюорит, ал қышқыл пешке шыны кесек құйылады.
Балқудың басында, желідегі индуктивтілік пен сыйымдылықты тез және дұрыс сәйкестендіру мүмкін болмағандықтан, ток тұрақсыз, сондықтан оны аз уақытта ғана төмен қуатпен қамтамасыз етуге болады. Ток тұрақты болғаннан кейін оны толық жүктемемен беруге ауыстыру керек. Балқыту процесінде электр жабдығын жоғары қуат коэффициентімен ұстап тұру үшін конденсаторды үнемі реттеу керек. Шихта толығымен ерігеннен кейін балқытылған болат белгілі бір дәрежеде қызады, содан кейін балқыту талаптарына сәйкес кіріс қуаты азаяды.
Дұрыс балқу уақытын бақылау керек. Егер балқу уақыты тым қысқа болса, ол кернеу мен сыйымдылықты таңдауда қиындықтар туғызады. Егер ол тым ұзақ болса, ол пайдасыз жылу шығынын арттырады. Пеш материалындағы дұрыс емес шүберек немесе шамадан тыс тот «көпір» құбылысын тудырады, оны уақытында шешу керек. «Көпір» үстіңгі бөліктегі балқымаған материалдың балқытылған болатқа түсіп кетуіне, юхуаның тоқырауына жол бермейді және балқытылған болаттың түбінің қызып кетуі пештің төсеміне оңай зақым келтіруі мүмкін, сонымен қатар балқытылған болаттың көп мөлшерін сіңіруіне әкеледі. газдың.
Электромагниттік араластырудың әсерінен балқыған болаттың ортасы томпайып, шлак жиі тигель шетіне ағып, пеш қабырғасына жабысады. Сондықтан балқыту процесінде пештің жағдайына сәйкес қожды үздіксіз қосу керек.