- 05
- Aug
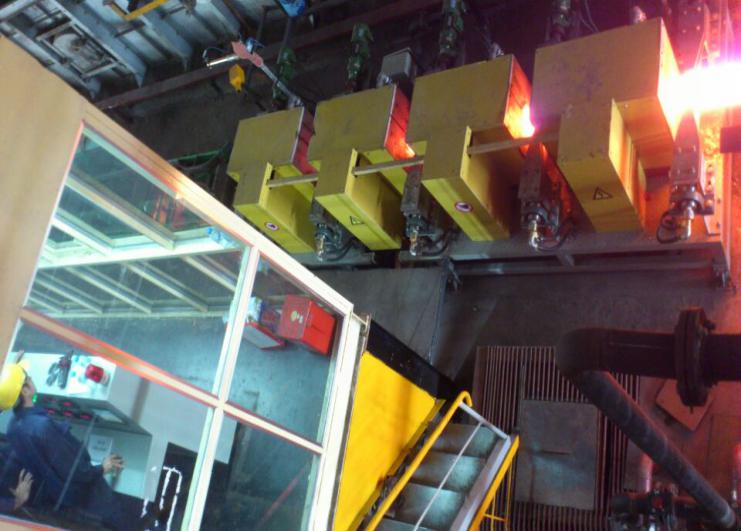
ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು ಮತ್ತು ಸಾಂಪ್ರದಾಯಿಕ ಜ್ವಾಲೆಯ ತಾಪನದ ಹೋಲಿಕೆ
ಹೋಲಿಕೆ ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು ಮತ್ತು ಸಾಂಪ್ರದಾಯಿಕ ಜ್ವಾಲೆಯ ತಾಪನ
1. ಇಂಡಕ್ಷನ್ ತಾಪನವು ಆಂತರಿಕ ಶಾಖದ ಮೂಲದಿಂದ ನೇರ ತಾಪನಕ್ಕೆ ಸೇರಿದೆ, ಮತ್ತು ಶಾಖದ ನಷ್ಟವು ಚಿಕ್ಕದಾಗಿದೆ, ಆದ್ದರಿಂದ ತಾಪನ ವೇಗವು ವೇಗವಾಗಿರುತ್ತದೆ ಮತ್ತು ಉಷ್ಣ ದಕ್ಷತೆಯು ಅಧಿಕವಾಗಿರುತ್ತದೆ.
2. ತಾಪನ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಕಡಿಮೆ ತಾಪನ ಸಮಯದಿಂದಾಗಿ, ಭಾಗಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ಕಡಿಮೆ ಆಕ್ಸಿಡೀಕರಣ ಮತ್ತು ಡಿಕಾರ್ಬರೈಸೇಶನ್ ಇರುತ್ತದೆ. ಸಾಂಪ್ರದಾಯಿಕ ಜ್ವಾಲೆಯೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ಭಾಗಗಳ ಸ್ಕ್ರ್ಯಾಪ್ ದರವು ತುಂಬಾ ಕಡಿಮೆಯಾಗಿದೆ.
3. ಇಂಡಕ್ಷನ್ ತಾಪನ ಮತ್ತು ತಣಿಸುವ ನಂತರ, ಭಾಗಗಳ ಮೇಲ್ಮೈ ಗಡಸುತನವು ಹೆಚ್ಚಾಗಿರುತ್ತದೆ, ಕೋರ್ ಉತ್ತಮ ಪ್ಲಾಸ್ಟಿಟಿ ಮತ್ತು ಕಠಿಣತೆಯನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ, ಕಡಿಮೆ ನೋಟುಗಳನ್ನು ತೋರಿಸುತ್ತದೆ ಮತ್ತು ಆಯಾಸ ಶಕ್ತಿ ಮತ್ತು ಉಡುಗೆ ಪ್ರತಿರೋಧವು ಹೆಚ್ಚು ಸುಧಾರಿಸುತ್ತದೆ.
4. ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣವು ಸಾಂದ್ರವಾಗಿರುತ್ತದೆ, ಸಣ್ಣ ಪ್ರದೇಶವನ್ನು ಆಕ್ರಮಿಸುತ್ತದೆ ಮತ್ತು ಬಳಸಲು ಸರಳವಾಗಿದೆ (ಅಂದರೆ, ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಸುಲಭ).
5. ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯು ಸ್ವಚ್ಛವಾಗಿದೆ, ಹೆಚ್ಚಿನ ತಾಪಮಾನವಿಲ್ಲ, ಮತ್ತು ಉತ್ತಮ ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳು.
6. ಆಯ್ದ ತಾಪನ ಸಾಮರ್ಥ್ಯ.
7. ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೇಲ್ಮೈ ತಣಿಸುವ ಯಾಂತ್ರಿಕ ಭಾಗಗಳು ಕಡಿಮೆ ದುರ್ಬಲವಾಗಿರುತ್ತವೆ, ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ, ಭಾಗಗಳ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಸುಧಾರಿಸಬಹುದು. ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೇಲ್ಮೈ ತಣಿಸುವಿಕೆಗೆ ಒಳಗಾದ ಉಕ್ಕಿನ ಭಾಗಗಳ ತಣಿಸುವ ಗಡಸುತನವು ಸಾಂಪ್ರದಾಯಿಕ ಜ್ವಾಲೆಯ ತಾಪನಕ್ಕಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ.
8. ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣವನ್ನು ಸಂಸ್ಕರಣಾ ಉತ್ಪಾದನಾ ಸಾಲಿನಲ್ಲಿ ಇರಿಸಬಹುದು ಮತ್ತು ವಿದ್ಯುತ್ ನಿಯತಾಂಕಗಳ ಮೂಲಕ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿಖರವಾಗಿ ನಿಯಂತ್ರಿಸಬಹುದು.
9. ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ ಮತ್ತು ಕ್ವೆನ್ಚಿಂಗ್ ಅನ್ನು ಬಳಸಿಕೊಂಡು, ಸಾಮಾನ್ಯ ಕಾರ್ಬನ್ ಸ್ಟ್ರಕ್ಚರಲ್ ಸ್ಟೀಲ್ ಅನ್ನು ಮಿಶ್ರಲೋಹದ ರಚನಾತ್ಮಕ ಉಕ್ಕಿನ ಬದಲಿಗೆ ಭಾಗಗಳ ಗುಣಮಟ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡದೆಯೇ ಭಾಗಗಳನ್ನು ಮಾಡಲು ಬಳಸಬಹುದು. ಆದ್ದರಿಂದ, ಕೆಲವು ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, ಇದು ಸಂಕೀರ್ಣ ಪ್ರಕ್ರಿಯೆಗಳೊಂದಿಗೆ ರಾಸಾಯನಿಕ ಶಾಖ ಚಿಕಿತ್ಸೆಯನ್ನು ಬದಲಾಯಿಸಬಹುದು.
10. ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಭಾಗಗಳ ಮೇಲ್ಮೈ ತಣಿಸುವಿಕೆಗೆ ಮಾತ್ರವಲ್ಲ, ಭಾಗಗಳ ಒಳಗಿನ ರಂಧ್ರವನ್ನು ತಣಿಸಲು ಸಹ ಬಳಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ಜ್ವಾಲೆಯ ತಾಪನದಿಂದ ಸಾಧಿಸಲಾಗುವುದಿಲ್ಲ.