- 05
- Aug
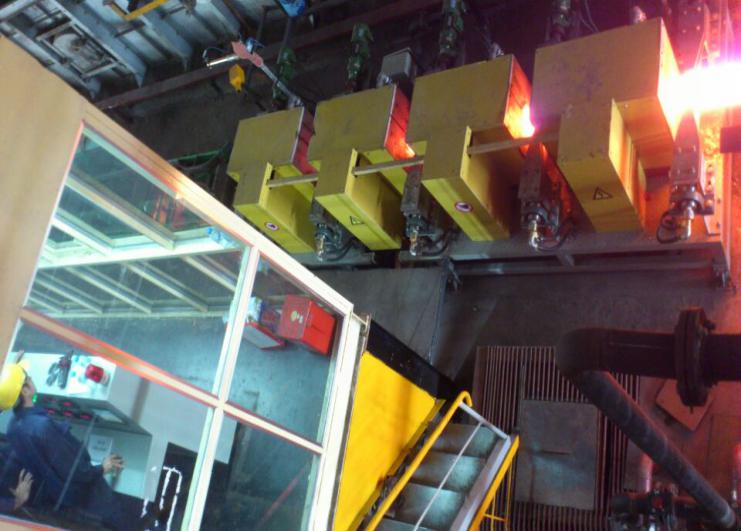
İndüksiyonlu ısıtma yüzey sertleştirmesi ve geleneksel alevli ısıtmanın karşılaştırılması
Karşılaştırılması indüksiyon ısıtma yüzeyi sertleştirme ve geleneksel alevle ısıtma
1. İndüksiyonla ısıtma, dahili ısı kaynağı tarafından doğrudan ısıtmaya aittir ve ısı kaybı küçüktür, bu nedenle ısıtma hızı hızlıdır ve termal verim yüksektir.
2. Isıtma işlemi sırasında, kısa ısıtma süresi nedeniyle parçaların yüzeyinde daha az oksidasyon ve dekarburizasyon olur. Geleneksel alevle karşılaştırıldığında, parçaların hurda oranı son derece düşüktür.
3. İndüksiyonla ısıtma ve söndürmeden sonra, parçaların yüzey sertliği yüksektir, çekirdek iyi plastisite ve tokluğu korur, düşük çentikler gösterir ve yorulma mukavemeti ve aşınma direnci büyük ölçüde iyileştirilir.
4. İndüksiyonlu ısıtma ekipmanı kompakttır, küçük bir alanı kaplar ve kullanımı basittir (yani kullanımı kolaydır).
5. Üretim süreci temiz, yüksek sıcaklık yok ve iyi çalışma koşulları.
6. Seçici ısıtma yeteneğine sahiptir.
7. İndüksiyonlu ısıtma yüzeyi söndürmenin mekanik parçaları daha az kırılgandır ve aynı zamanda parçaların mekanik özellikleri geliştirilebilir. Ayrıca indüksiyonlu ısıtma yüzey su verme işleminden geçen çelik parçaların su verme sertliği de geleneksel alevli ısıtmadan daha yüksektir.
8. İndüksiyonlu ısıtma ekipmanı, işleme üretim hattına yerleştirilebilir ve süreç, elektrik parametreleriyle doğru bir şekilde kontrol edilebilir.
9. İndüksiyonla ısıtma ve söndürme kullanarak, parçaların kalitesini düşürmeden parça yapmak için alaşımlı yapısal çeliğin yerini almak için sıradan karbon yapısal çelik kullanılabilir. Bu nedenle, belirli koşullar altında kimyasal ısıl işlemi karmaşık işlemlerle değiştirebilir.
10. İndüksiyonla ısıtma sadece parçaların yüzey su vermesinde değil, aynı zamanda alevle ısıtma ile elde edilemeyen parçaların iç delik su vermesinde de kullanılır.