- 28
- Jul
Способ плавки стали и стального лома в индукционной плавильной печи
- 28
- июль
- 28
- июль
Method for melting steel and scrap steel in induction melting furnace
Перед загрузкой индукционной печи необходимо удалить остатки в печи и проверить повреждение футеровки печи. Сильно поврежденные детали почернели из-за быстрого охлаждения и должны быть отремонтированы. Зернистость ремонтного материала должна быть немного меньше, чем у завязываемого материала, а используемого связующего должно быть немного больше. Крупногабаритные печи, которые сильно повреждены, могут быть подняты в чугунную форму печи для заполнения сучков.
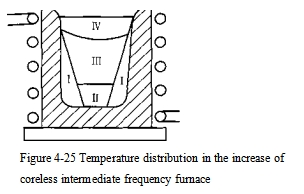
Так как температура индукционной печи быстро падает после выпуска, ее следует быстро загружать и максимально наполнять бочками. Для ускорения плавления материал следует распределять разумно в соответствии с распределением температуры в печи. Распределение температуры в индукционной печи показано на рис. 4-25. Из-за скин-эффекта тока окружающая поверхность столба материала (зона I) вблизи стенки улитки является высокотемпературной зоной.
Нижняя и средняя (зона I, ТТ) имеют относительно плохой отвод тепла, что является более высокой температурной зоной, а верхняя часть (зона IV) имеет меньший магнитный поток и большую потерю тепла, что является низкотемпературной зоной.
Для заблаговременного образования шлака на дно печи перед загрузкой можно добавить 1% шлакового материала по весу, в щелочную печь добавить известь и флюорит, а в кислотную печь добавить стеклобой.
В начале плавки из-за того, что индуктивность и емкость на линии не могут быть быстро и правильно согласованы, ток нестабилен, поэтому его можно подавать только с малой мощностью в течение короткого времени. Как только ток стабилизируется, его следует переключить на передачу с полной нагрузкой. В процессе плавки конденсатор должен постоянно регулироваться, чтобы поддерживать электрооборудование с высоким коэффициентом мощности. После полного расплавления шихты расплавленную сталь до определенной степени перегревают, а затем снижают подводимую мощность в соответствии с требованиями плавки.
Следует контролировать правильное время плавления. Если время плавления слишком короткое, это вызовет трудности при выборе напряжения и емкости. Если он будет слишком длинным, это увеличит бесполезные потери тепла. Неподходящая ткань или чрезмерная ржавчина в материале печи вызовут явление «забивания», с которым следует вовремя бороться. «Мост» предотвращает попадание нерасплавленного материала в верхней части в расплавленную сталь, застаивание юхуа, а перегрев нижней части расплавленной стали может легко повредить футеровку печи, а также приведет к тому, что расплавленная сталь поглотит большое количество газа.
Из-за электромагнитного перемешивания середина расплавленной стали вздувается, а шлак часто стекает к краю тигля и прилипает к стенке печи. Следовательно, шлак следует непрерывно добавлять в соответствии с условиями печи во время процесса плавки.