- 05
- Aug
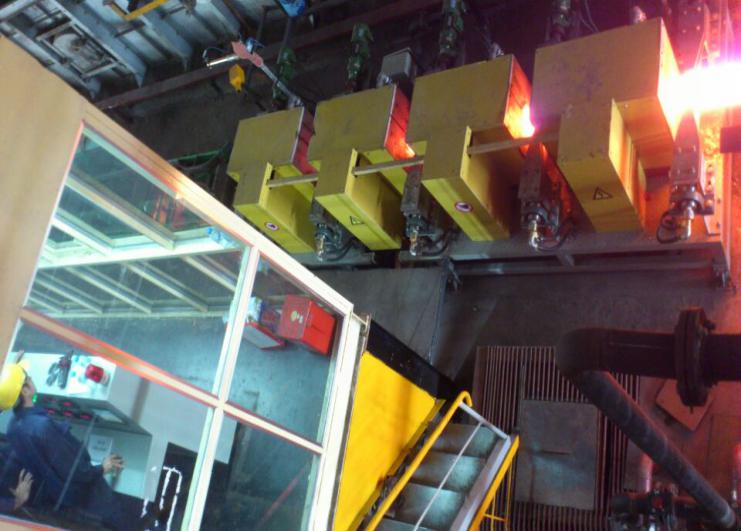
தூண்டல் வெப்பமூட்டும் மேற்பரப்பு கடினப்படுத்துதல் மற்றும் பாரம்பரிய சுடர் வெப்பமாக்கல் ஆகியவற்றின் ஒப்பீடு
ஒப்பீடு தூண்டல் வெப்பமூட்டும் மேற்பரப்பு கடினப்படுத்துதல் மற்றும் பாரம்பரிய சுடர் வெப்பமாக்கல்
1. தூண்டல் வெப்பமாக்கல் உள் வெப்ப மூலத்தின் நேரடி வெப்பமாக்கலுக்கு சொந்தமானது, மேலும் வெப்ப இழப்பு சிறியது, எனவே வெப்ப வேகம் வேகமாகவும் வெப்ப செயல்திறன் அதிகமாகவும் இருக்கும்.
2. வெப்பமூட்டும் செயல்பாட்டின் போது, குறுகிய வெப்ப நேரம் காரணமாக, பகுதிகளின் மேற்பரப்பில் குறைவான ஆக்சிஜனேற்றம் மற்றும் டிகார்பரைசேஷன் உள்ளது. பாரம்பரிய சுடருடன் ஒப்பிடும்போது, பாகங்களின் ஸ்கிராப் விகிதம் மிகவும் குறைவு.
3. தூண்டல் வெப்பம் மற்றும் தணிப்புக்குப் பிறகு, பகுதிகளின் மேற்பரப்பு கடினத்தன்மை அதிகமாக உள்ளது, கோர் நல்ல பிளாஸ்டிசிட்டி மற்றும் கடினத்தன்மையை பராமரிக்கிறது, குறைந்த குறிப்புகளைக் காட்டுகிறது, மேலும் சோர்வு வலிமை மற்றும் உடைகள் எதிர்ப்பு ஆகியவை பெரிதும் மேம்படுத்தப்படுகின்றன.
4. தூண்டல் வெப்பமூட்டும் கருவி கச்சிதமானது, ஒரு சிறிய பகுதியை ஆக்கிரமித்து, பயன்படுத்த எளிதானது (அதாவது, செயல்பட எளிதானது).
5. உற்பத்தி செயல்முறை சுத்தமானது, அதிக வெப்பநிலை இல்லை, நல்ல வேலை நிலைமைகள்.
6. தேர்ந்தெடுக்கப்பட்ட வெப்பமூட்டும் திறன்.
7. தூண்டல் வெப்பமூட்டும் மேற்பரப்பு தணிப்பு இயந்திர பாகங்கள் குறைவான உடையக்கூடியவை, அதே நேரத்தில், பகுதிகளின் இயந்திர பண்புகளை மேம்படுத்தலாம். தூண்டல் வெப்பமூட்டும் மேற்பரப்பு தணிப்புக்கு உட்பட்ட எஃகு பாகங்களின் தணிக்கும் கடினத்தன்மை பாரம்பரிய சுடர் வெப்பமாக்கலை விட அதிகமாக உள்ளது.
8. தூண்டல் வெப்பமூட்டும் கருவிகளை செயலாக்க உற்பத்தி வரிசையில் வைக்கலாம், மேலும் மின் அளவுருக்கள் மூலம் செயல்முறை துல்லியமாக கட்டுப்படுத்தப்படும்.
9. தூண்டல் சூடாக்குதல் மற்றும் தணித்தல் ஆகியவற்றைப் பயன்படுத்தி, சாதாரண கார்பன் கட்டமைப்பு எஃகு அலாய் கட்டமைப்பு எஃகுக்குப் பதிலாக பாகங்களின் தரத்தை குறைக்காமல் பாகங்களை உருவாக்குவதற்குப் பயன்படுத்தலாம். எனவே, சில நிபந்தனைகளின் கீழ், சிக்கலான செயல்முறைகளுடன் இரசாயன வெப்ப சிகிச்சையை மாற்றலாம்.
10. தூண்டல் வெப்பமாக்கல் பகுதிகளின் மேற்பரப்பு தணிப்பதற்காக மட்டுமல்லாமல், பகுதிகளின் உள் துளை தணிப்பதற்காகவும் பயன்படுத்தப்படுகிறது, இது சுடர் வெப்பத்தால் அடைய முடியாது.