
- 05
- Aug
誘導加熱ピット焼鈍炉の改善方向
誘導加熱ピット焼鈍炉の改善方向
の開発で 誘導加熱パワー 供給技術と誘導炉製造技術の進歩により、誘導加熱ピット炉は、抵抗加熱ピット炉やベル炉に代わる新しいタイプの熱処理炉となるよう改良されるべきである。 具体的な改善には、次の側面が含まれます。
(1) 産業用周波数電源のサイリスタ中間周波数電源の代替。 トランスと多数のバランス コンデンサの使用により、産業用周波数電源の電気効率が大幅に低下します。 現在、高出力サイリスタ電源は、熱処理およびジアテルミー加熱用の電力周波数電源を完全に置き換えることができます。 電源は商用周波数電源よりも電気効率が高く、機器の占有面積が小さく、投資が少なく、安定した動作を実現します。 中間周波電源の周波数は高すぎることは容易ではなく、500〜1000Hzがより適切です。
(2) 炉体材質の改善 炉体、炉体ブラケットはアルミ合金等の非磁性体とする。 インダクタの内張りには、絶縁繊維材料の代わりにプレハブの絶縁耐火製品を使用できます。 電気効率を向上させるために、誘導コイルの周りに磁石を配置する必要があります。
(3) 炉型改良:ピット型炉型をベル型炉に変更して焼鈍機能を担い、ベル型炉の抵抗発熱体を廃止し、誘導コイルに変更し、誘導加熱を利用し、廃止する
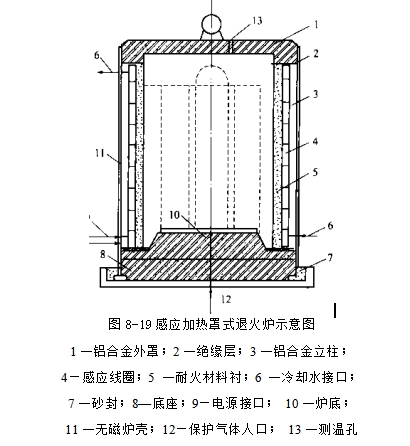 ベル炉の耐熱鋼製ライナーには、耐火材が内張りされています。 誘導コイルの支持フレームは、絶縁板とアルミ合金柱の組み合わせ構造を採用しています。 電源インターフェースと冷却水入口および出口インターフェースは、炉シェルの適切な部分に取り付けられています。 固定ジョイントまたはインターフェースが炉シェルの内側で使用されます。 水冷中間周波ケーブルは炉殻の外側で電源インターフェースに接続され、給水用の圧力ホースは冷却水パイプに接続されます。 耐火材料で作られた炉内張りは、誘導コイルと鋼の間の絶縁に使用されます。 炉の他の部分の構造図を図 8-19 に示します。 シールドガスを炉に供給して、焼きなまし鋼の酸化を減らすことができます。 炉の加熱温度は800℃が好ましく、炉蓋の中央に温度測定孔が設けられており、熱電対を用いて炉温度を測定・制御することができる。
ベル炉の耐熱鋼製ライナーには、耐火材が内張りされています。 誘導コイルの支持フレームは、絶縁板とアルミ合金柱の組み合わせ構造を採用しています。 電源インターフェースと冷却水入口および出口インターフェースは、炉シェルの適切な部分に取り付けられています。 固定ジョイントまたはインターフェースが炉シェルの内側で使用されます。 水冷中間周波ケーブルは炉殻の外側で電源インターフェースに接続され、給水用の圧力ホースは冷却水パイプに接続されます。 耐火材料で作られた炉内張りは、誘導コイルと鋼の間の絶縁に使用されます。 炉の他の部分の構造図を図 8-19 に示します。 シールドガスを炉に供給して、焼きなまし鋼の酸化を減らすことができます。 炉の加熱温度は800℃が好ましく、炉蓋の中央に温度測定孔が設けられており、熱電対を用いて炉温度を測定・制御することができる。