
- 18
- Oct
Падрабязнае тлумачэнне працэсу высокачашчыннай індукцыйнай загартоўкі шарыкавага штыфта
Падрабязнае тлумачэнне Індукцыйнае цвярдзенне высокай частоты працэс шарыкавага штыфта
Патрабаванні да высокачашчыннай індукцыйнай загартоўкі: У адпаведнасці з патрабаваннямі розных мадэляў, вы можаце выбраць абсталяванне для індукцыйнай загартоўкі супер-аўдыё і абсталяванне для загартоўвання прамежкавых частот, каб загартаваць паверхню шарыкавага штыфта)
Звычайна становішча гашэння адрозніваецца ў залежнасці ад розных мадэляў шарыкавых штыфтоў. Напрыклад, эфектыўная глыбіня высокачашчыннага тушэння для звышмоцных шарыкавых грузавікоў звычайна складае 2-3 мм, а для гартавання патрабуецца загартаванне шаравой галоўкі і шарыкавага штыфта ў цэлым. Для апрацоўкі паверхні шарыкавага аўтамабіля не патрабуецца агульнае гартаванне, і толькі гартаванне шарыкавай галоўкі можа задаволіць яго зносаўстойлівасць і трываласць на разрыў.
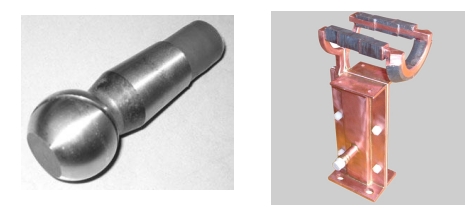
Часткі шарыкавага штыфта Мал. 1 Індуктар высокачашчыннага зацвярдзення шарыкавага рыльца Мал. 2
Працэс вытворчасці шарыкавага штыфта: круглая сталёвая затухалка-супер аўдыёчастотная індукцыя нагрэву-коўка-рэзка-высокачашчынная загартоўка-зборка.
Каб прадухіліць з’яўленне розных прадуктаў, няспраўных вырабаў, няправільнай зборкі і г.д., прымаюцца адпаведныя меры для прадухілення памылак, і цалкам лічбавая інспекцыйная машына, якая можа правяраць крутоўны момант, кут павароту і г. працэс. сярэдзіна.