
- 18
- Oct
Детаљно објашњење процеса учвршћивања високофреквентног индукционог кугла
Детаљно објашњење за индукцијско каљење високе фреквенције процес кугличне иглице
Захтеви за високофреквентно индукционо очвршћавање: У складу са захтевима различитих модела, можете изабрати супер-аудио опрему за очвршћавање са индукцијом и опрему за учвршћивање средњих фреквенција за учвршћивање површине кугласте иглице)
Генерално, положај гашења је различит у зависности од различитих модела кугличних иглица. На пример, ефективна дубина високофреквентног каљења за тешке куглице типа камион за тешке терете је генерално 2-3 мм, а положај за гашење захтева да се кугласта глава и кугласта иглица угасе у целини. За површинску обраду кугласте осовине аутомобила није потребно укупно гашење, а само гашење кугласте главе може задовољити њену отпорност на хабање и затезну чврстоћу.
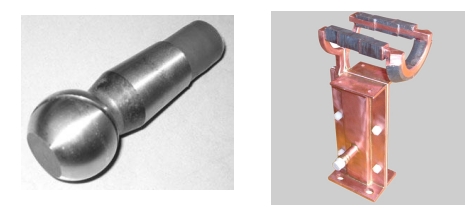
Делови кугличних иглица Сл. 1 Високофреквентни индуктор учвршћивања кугличних иглица Сл. 2
Процес производње кугласте иглице: округла челична маска-супер аудио фреквенција индукција грејање-ковање-сечење-високофреквентно каљење-склоп.
Да би се спречило појављивање различитих производа, неисправних производа, погрешног састављања итд., Предузимају се одговарајуће мере како би се спречиле грешке, а потпуно дигитална машина за преглед која може да контролише обртни моменат, угао закретања итд. Комбинује се и подешава у сваком процес. средњи.