
- 18
- Oct
Детальне пояснення високочастотного процесу індукційного загартування кульового штифта
Детальне пояснення індукційне твердіння високої частоти процес кульової шпильки
Вимоги до високочастотного індукційного зміцнення: Відповідно до вимог різних моделей, ви можете вибрати індукційне загартовувальне обладнання для аудіо та обладнання для загартовування проміжної частоти для загартування поверхні кульового штифта)
Як правило, положення гарту залежить від різних моделей кульових штифтів. Наприклад, ефективна глибина високочастотного загартування для кульових штифтів вантажних автомобілів, як правило, становить 2-3 мм, а положення гарту вимагає загартування кульової головки та кульового штифта в цілому. Для поверхневої обробки кульового штифта автомобіля загальна загартування не потрібна, і лише загартування кульової головки може задовольнити її зносостійкість та міцність на розрив.
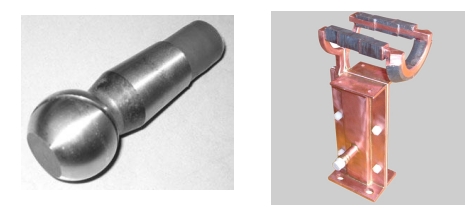
Частини кульового штифта Рис. 1 Індуктор високочастотного зміцнення кульового штифта Рис. 2
Процес виготовлення кульового штифта: кругла сталева заглушка-супер-аудіочастотна індукція нагрівання-кування-різання-високочастотне гасіння-збірка.
З метою запобігання появі різних виробів, бракованих виробів, неправильної збірки тощо, вживаються відповідні заходи для запобігання помилкам, і повністю цифрову перевірочну машину, яка може перевіряти крутний момент, кут повороту тощо, об’єднують і встановлюють у кожному процесу. середній.