
- 18
- Oct
Podrobné vysvětlení vysokofrekvenčního indukčního kalení kulového čepu
Podrobné vysvětlení vysokofrekvenční indukční kalení proces kuličkového čepu
Požadavky na vysokofrekvenční indukční kalení: Podle požadavků různých modelů si můžete vybrat zařízení pro superindukční indukční kalení a zařízení pro střední frekvenční kalení pro zpevnění povrchu kulového čepu)
Poloha kalení se obecně liší podle různých modelů kuličkových čepů. Například efektivní hloubka vysokofrekvenčního kalení pro kuličkové čepy těžkých nákladních vozidel je obecně 2–3 mm a poloha kalení vyžaduje, aby byla kulová hlava a kulový čep kaleny jako celek. Pro povrchovou úpravu kulového čepu automobilu není celkové kalení vyžadováno a pouze kalení kulové hlavy může uspokojit jeho odolnost proti opotřebení a pevnost v tahu.
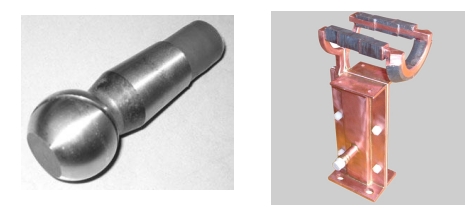
Části kuličkových kolíků Obr
Výrobní proces kuličkového čepu: kulaté ocelové zaslepování-superfrekvenční indukční ohřev-kování-řezání-vysokofrekvenční kalení-sestava.
Aby se zabránilo výskytu různých produktů, vadných výrobků, nesprávné montáže atd., Jsou přijata odpovídající opatření, aby se předešlo chybám, a plně digitální kontrolní stroj, který dokáže kontrolovat točivý moment, úhel výkyvu atd. proces. střední.