
- 18
- Oct
Top piminin yüksek frekanslı indüksiyon sertleştirme işleminin ayrıntılı açıklaması
Ayrıntılı açıklama yüksek frekanslı indüksiyon sertleştirme top pimi süreci
Yüksek frekanslı indüksiyon sertleştirme gereksinimleri: Farklı modellerin gereksinimlerine göre, bilyalı pimin yüzeyini sertleştirmek için süper ses indüksiyon sertleştirme ekipmanı ve orta frekanslı sertleştirme ekipmanı seçebilirsiniz)
Generally, the quenching position is different according to the different ball pin models. For example, the effective depth of high-frequency quenching for heavy-duty truck type ball pins is generally 2-3mm, and the quenching position requires the ball head and the ball pin to be quenched as a whole. For the surface treatment of the ball pin of the car, the overall quenching is not required, and only the quenching of the ball head can satisfy its wear resistance and tensile strength.
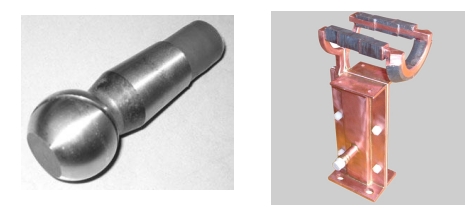
Küresel pim parçaları Şekil 1 Küresel pim yüksek frekanslı sertleştirme indüktörü Şekil 2
Bilyalı pimin üretim süreci: yuvarlak çelik boşluk-süper ses frekansı indüksiyonlu ısıtma-dövme-kesme-yüksek frekanslı söndürme-montaj.
Farklı ürünlerin, kusurlu ürünlerin, yanlış montaj vb. oluşumunu önlemek için, hataları önlemek için ilgili önlemler alınır ve her birinde tork, dönüş açısı vb. kontrol edebilen tamamen dijital bir kontrol makinesi birleştirilir ve ayarlanır. işlem. orta.