
- 18
- Oct
Подробно обяснение на процеса на втвърдяване с високочестотна индукция на топката
Подробно обяснение на индукционно втвърдяване с висока честота процес на сферичен щифт
Изисквания за високочестотно индукционно втвърдяване: Съгласно изискванията на различните модели, можете да изберете супер-аудио индукционно втвърдяващо оборудване и оборудване за втвърдяване на междинна честота, за да втвърдите повърхността на топката)
По принцип позицията за закаляване е различна в зависимост от различните модели топка. Например, ефективната дълбочина на високочестотно закаляване за тежки щифтове от тежкотоварни камиони обикновено е 2-3 мм, а позицията за закаляване изисква сачмената глава и сферичният щифт да бъдат загасени като цяло. За повърхностната обработка на сферичния щифт на автомобила не се изисква цялостно закаляване и само закаляването на сачмената глава може да задоволи устойчивостта му на износване и якостта на опън.
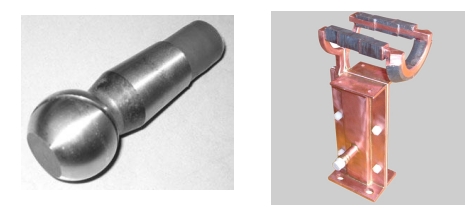
Части от сферични щифтове Фиг. 1 Високочестотен закаляващ индуктор с топка Фиг. 2
Производственият процес на сферичния щифт: кръгла стоманена заготовка-супер аудио честотна индукция нагряване-коване-рязане-високочестотно закаляване.
За да се предотврати появата на различни продукти, дефектни продукти, грешен монтаж и т.н., се предприемат съответни мерки за предотвратяване на грешки, а напълно цифрова машина за инспекция, която може да проверява въртящия момент, ъгъла на люлеене и т.н., се комбинира и настройва във всеки процес. средна.