
- 18
- Oct
Yksityiskohtainen selitys kuulatapin korkeataajuisesta induktiokarkaisuprosessista
Yksityiskohtainen selitys korkeataajuinen induktiokarkaisu pallotapin prosessi
Korkeataajuiset induktiokarkaisuvaatimukset: Eri mallien vaatimusten mukaan voit valita superäänen induktiokarkaisulaitteiston ja välitaajuuden kovetuslaitteen kuulatapin pinnan kovettamiseksi)
Yleensä sammutusasento on erilainen kuulanastamallien mukaan. Esimerkiksi raskaiden kuorma-autojen kuulatappien suurtaajuisen sammutuksen tehokas syvyys on yleensä 2-3 mm, ja sammutusasento edellyttää, että kuulapää ja kuulatappi on sammutettava kokonaisuutena. Auton kuulatapin pintakäsittelyä varten yleistä sammutusta ei tarvita, ja vain kuulaosan sammutus voi tyydyttää sen kulutuskestävyyden ja vetolujuuden.
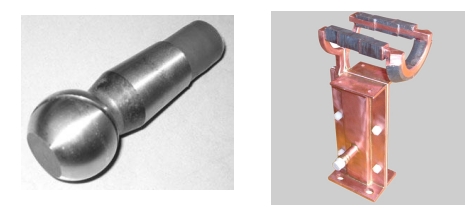
Kuulatappien osat Kuva 1 Kuulatappien suurtaajuuskarkaisuinduktori Kuva 2
Kuulatapin valmistusprosessi: pyöreä teräspuhallus-superäänitaajuusinduktiokuumennus-taonta-leikkaus-korkeataajuinen sammutuskokoonpano.
Erilaisten tuotteiden, viallisten tuotteiden, väärän kokoonpanon jne. Esiintymisen estämiseksi toteutetaan vastaavat toimenpiteet virheiden estämiseksi, ja täysin digitaalinen tarkastuslaite, joka voi tarkistaa vääntömomentin, kääntymiskulman jne., Yhdistetään ja asetetaan jokaiseen käsitellä asiaa. keskellä.