
- 18
- Oct
Detaljeret forklaring på højfrekvent induktionshærdningsproces af kuglebolt
Detaljeret forklaring af højfrekvens induktionshærdning proces med kuglebolt
Højfrekvente induktionshærdningskrav: I henhold til kravene i forskellige modeller kan du vælge superlydinduktionshærdningsudstyr og mellemfrekvenshærdningsudstyr til at hærde kugleboltens overflade)
Generelt er slukningspositionen forskellig i henhold til de forskellige kugleboltmodeller. For eksempel er den effektive dybde af højfrekvent slukning for tunge kuglebolte af lastbilstypen generelt 2-3 mm, og slukningspositionen kræver, at kuglehovedet og kuglebolten som helhed slukkes. Til overfladebehandling af kuglebolten i bilen er den samlede slukning ikke påkrævet, og kun slukning af kuglehovedet kan tilfredsstille dens slidstyrke og trækstyrke.
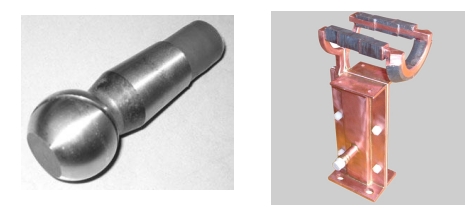
Kuglepindele Fig. 1 Kuglepind højfrekvent hærdningsinduktor Fig.2
Fremstillingsprocessen for kuglebolten: rund stål blanking-super lydfrekvens induktion opvarmning-smedning-skæring-højfrekvent quenching-samling.
For at forhindre forekomst af forskellige produkter, defekte produkter, forkert samling osv. Træffes tilsvarende foranstaltninger for at forhindre fejl, og en fuldt digital inspektionsmaskine, der kan inspicere drejningsmoment, svingvinkel osv., Kombineres og sættes i hver behandle. midten.