
- 18
- Oct
Detailed explanation of high frequency induction hardening process of ball pin
Detailed explanation of high frequency induction hardening process of ball pin
High-frequency induction hardening requirements: According to the requirements of different models, you can choose super-audio induction hardening equipment and intermediate frequency hardening equipment to harden the surface of the ball pin)
Generally, the quenching position is different according to the different ball pin models. For example, the effective depth of high-frequency quenching for heavy-duty truck type ball pins is generally 2-3mm, and the quenching position requires the ball head and the ball pin to be quenched as a whole. For the surface treatment of the ball pin of the car, the overall quenching is not required, and only the quenching of the ball head can satisfy its wear resistance and tensile strength.
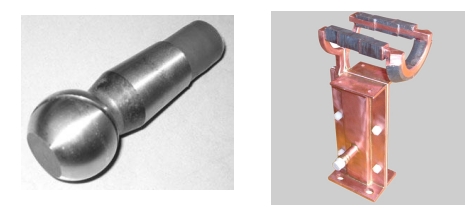
Ball pin parts Fig. 1 Ball pin high-frequency hardening inductor Fig. 2
The manufacturing process of the ball pin: round steel blanking-super audio frequency induction heating-forging-cutting-high frequency quenching-assembly.
In order to prevent the occurrence of different products, defective products, wrong assembly, etc., corresponding measures are taken to prevent mistakes, and a fully digital inspection machine that can inspect torque, swing angle, etc., is combined and set in each process. middle.