
- 18
- Oct
Detaljno objašnjenje procesa učvršćivanja visokofrekventnog indukcijskog kugla
Detaljno objašnjenje za indukcijsko kaljenje visoke frekvencije proces kuglične iglice
Zahtjevi za visokofrekventno indukcijsko otvrdnjavanje: U skladu sa zahtjevima različitih modela, možete odabrati opremu za očvršćavanje sa super-audio indukcijom i opremu za učvršćivanje srednjih frekvencija za učvršćivanje površine kuglaste iglice)
Općenito, položaj gašenja je različit ovisno o različitim modelima kugličnih iglica. Na primjer, efektivna dubina visokofrekventnog kaljenja za teške kuglice tipa kamion za teške terete općenito je 2-3 mm, a položaj za gašenje zahtijeva da se kuglasta glava i kuglasta igla moraju ugasiti u cjelini. Za površinsku obradu kuglaste osovine automobila nije potrebno ukupno gašenje, a samo gašenje kuglaste glave može zadovoljiti njenu otpornost na habanje i vlačnu čvrstoću.
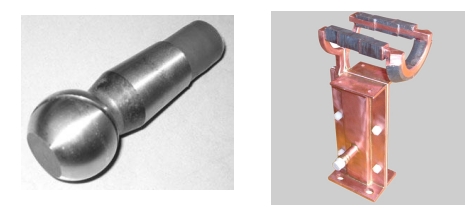
Delovi kugličnih iglica Sl. 1 Visokofrekventni induktor učvršćivanja kugličnih iglica Sl
Proces proizvodnje kuglaste iglice: okrugli čelični prigušivač-super audio frekvencijska indukcija grijanje-kovanje-rezanje-sklop za gašenje visoke frekvencije.
Kako bi se spriječilo pojavljivanje različitih proizvoda, neispravnih proizvoda, pogrešnog sastavljanja itd., Poduzimaju se odgovarajuće mjere kako bi se spriječile greške, a potpuno digitalna kontrolna mašina koja može provjeriti okretni moment, kut zakretanja itd. Kombinira se i postavlja u svaki proces. srednji.