
- 18
- Oct
Explicație detaliată a procesului de întărire prin inducție de înaltă frecvență a știftului
Explicație detaliată a întărire cu inducție de frecvență înaltă proces de ac de bilă
Cerințe de întărire prin inducție de înaltă frecvență: Potrivit cerințelor diferitelor modele, puteți alege echipamente de întărire prin inducție super-audio și echipamente de întărire cu frecvență intermediară pentru întărirea suprafeței bolțului)
În general, poziția de stingere este diferită în funcție de diferitele modele de știfturi. De exemplu, adâncimea efectivă de stingere de înaltă frecvență pentru știfturile cu bilă de tip camion pentru vehicule grele este în general de 2-3 mm, iar poziția de stingere necesită stingerea capului cu bilă și știftul de bilă ca întreg. Pentru tratarea suprafeței știftului cu bile al mașinii, stingerea generală nu este necesară și numai stingerea capului cu bile poate satisface rezistența la uzură și rezistența la tracțiune.
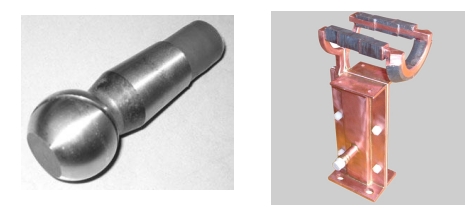
Piese ale știftului cu bile Fig. 1 Inductor de întărire cu frecvență înaltă cu bile Fig. 2
Procesul de fabricație a știftului cu bile: ștanțare rotundă din oțel-inducție super-frecvență audio încălzire-forjare-tăiere-asamblare de frecvență înaltă.
Pentru a preveni apariția diferitelor produse, produse defecte, asamblare greșită etc., se iau măsurile corespunzătoare pentru a preveni greșelile și o mașină de inspecție complet digitală care poate inspecta cuplul, unghiul de oscilare etc., este combinată și setată în fiecare proces. mijloc.