
- 18
- Oct
ಬಾಲ್ ಪಿನ್ನ ಅಧಿಕ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ವಿವರವಾದ ವಿವರಣೆ
ನ ವಿವರವಾದ ವಿವರಣೆ ಹೆಚ್ಚಿನ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗುವುದು ಬಾಲ್ ಪಿನ್ ಪ್ರಕ್ರಿಯೆ
ಹೈ-ಫ್ರೀಕ್ವೆನ್ಸಿ ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗುವುದು
ಸಾಮಾನ್ಯವಾಗಿ, ತಣಿಸುವ ಸ್ಥಾನವು ವಿಭಿನ್ನ ಬಾಲ್ ಪಿನ್ ಮಾದರಿಗಳ ಪ್ರಕಾರ ಭಿನ್ನವಾಗಿರುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಹೆವಿ-ಡ್ಯೂಟಿ ಟ್ರಕ್ ಟೈಪ್ ಬಾಲ್ ಪಿನ್ಗಳಿಗೆ ಹೆಚ್ಚಿನ ಆವರ್ತನವನ್ನು ತಣಿಸುವ ಪರಿಣಾಮಕಾರಿ ಆಳವು ಸಾಮಾನ್ಯವಾಗಿ 2-3 ಮಿಮೀ, ಮತ್ತು ತಣಿಸುವ ಸ್ಥಾನಕ್ಕೆ ಬಾಲ್ ಹೆಡ್ ಮತ್ತು ಬಾಲ್ ಪಿನ್ ಅನ್ನು ಒಟ್ಟಾರೆಯಾಗಿ ತಣಿಸಬೇಕಾಗುತ್ತದೆ. ಕಾರಿನ ಬಾಲ್ ಪಿನ್ನ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಗಾಗಿ, ಒಟ್ಟಾರೆ ತಣಿಸುವಿಕೆಯ ಅಗತ್ಯವಿಲ್ಲ, ಮತ್ತು ಚೆಂಡಿನ ತಲೆಯ ತಣಿಸುವಿಕೆಯು ಅದರ ಉಡುಗೆ ಪ್ರತಿರೋಧ ಮತ್ತು ಕರ್ಷಕ ಶಕ್ತಿಯನ್ನು ತೃಪ್ತಿಪಡಿಸುತ್ತದೆ.
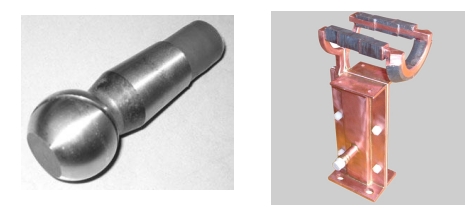
ಬಾಲ್ ಪಿನ್ ಭಾಗಗಳು ಚಿತ್ರ 1 ಬಾಲ್ ಪಿನ್ ಹೈ-ಫ್ರೀಕ್ವೆನ್ಸಿ ಗಟ್ಟಿಯಾಗಿಸುವ ಇಂಡಕ್ಟರ್ ಚಿತ್ರ 2
ಬಾಲ್ ಪಿನ್ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆ: ಸುತ್ತಿನ ಸ್ಟೀಲ್ ಬ್ಲಾಂಕಿಂಗ್-ಸೂಪರ್ ಆಡಿಯೋ ಫ್ರೀಕ್ವೆನ್ಸಿ ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್-ಫೋರ್ಜಿಂಗ್-ಕಟಿಂಗ್-ಹೈ ಫ್ರೀಕ್ವೆನ್ಸಿ ಕ್ವೆನ್ಚಿಂಗ್-ಅಸೆಂಬ್ಲಿ.
ವಿವಿಧ ಉತ್ಪನ್ನಗಳು, ದೋಷಯುಕ್ತ ಉತ್ಪನ್ನಗಳು, ತಪ್ಪು ಜೋಡಣೆ ಇತ್ಯಾದಿಗಳನ್ನು ತಡೆಗಟ್ಟಲು, ತಪ್ಪುಗಳನ್ನು ತಡೆಗಟ್ಟಲು ಅನುಗುಣವಾದ ಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ ಮತ್ತು ಟಾರ್ಕ್, ಸ್ವಿಂಗ್ ಆಂಗಲ್ ಇತ್ಯಾದಿಗಳನ್ನು ಪರೀಕ್ಷಿಸಬಹುದಾದ ಸಂಪೂರ್ಣ ಡಿಜಿಟಲ್ ತಪಾಸಣಾ ಯಂತ್ರವನ್ನು ಸಂಯೋಜಿಸಲಾಗಿದೆ ಮತ್ತು ಪ್ರತಿಯೊಂದರಲ್ಲೂ ಹೊಂದಿಸಲಾಗಿದೆ ಪ್ರಕ್ರಿಯೆ. ಮಧ್ಯ