
- 18
- Oct
Explicación detallada del proceso de endurecimiento por inducción de alta frecuencia del pasador de bola
Explicación detallada de endurecimiento por inducción de alta frecuencia proceso de bola
Requisitos de endurecimiento por inducción de alta frecuencia: de acuerdo con los requisitos de diferentes modelos, puede elegir un equipo de endurecimiento por inducción de súper audio y un equipo de endurecimiento de frecuencia intermedia para endurecer la superficie del pasador de bola)
Generalmente, la posición de enfriamiento es diferente según los diferentes modelos de perno de bola. Por ejemplo, la profundidad efectiva de enfriamiento de alta frecuencia para pasadores de bola de tipo camión de servicio pesado es generalmente de 2-3 mm, y la posición de enfriamiento requiere que la cabeza de bola y el pasador de bola se enfríen en su totalidad. Para el tratamiento de la superficie del pasador de bola del automóvil, no se requiere el enfriamiento total, y solo el enfriamiento de la cabeza de la bola puede satisfacer su resistencia al desgaste y resistencia a la tracción.
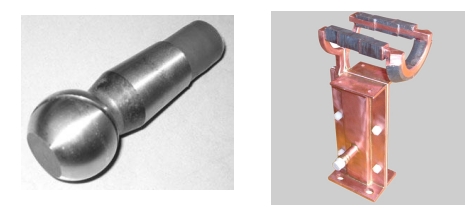
Piezas del pasador de bola Fig.1 Inductor de endurecimiento de alta frecuencia del pasador de bola Fig.2
El proceso de fabricación del pasador de bola: acero redondo de corte-súper frecuencia de audio por inducción de calentamiento-forjado-corte-enfriamiento de alta frecuencia-ensamblaje.
Para evitar la aparición de diferentes productos, productos defectuosos, montaje incorrecto, etc., se toman las medidas correspondientes para evitar errores, y en cada uno se combina y configura una máquina de inspección totalmente digital que puede inspeccionar el par, el ángulo de giro, etc. proceso. medio.