
- 14
- Oct
Care este efectul diferitelor structuri originale ale oțelului asupra întăririi prin inducție?
Care este efectul diferitelor structuri originale ale oțelului asupra inducția de întărire?
Viteza la care ferita și cementita se transformă în austenită depind de temperatură, compoziția oțelului și structura originală.
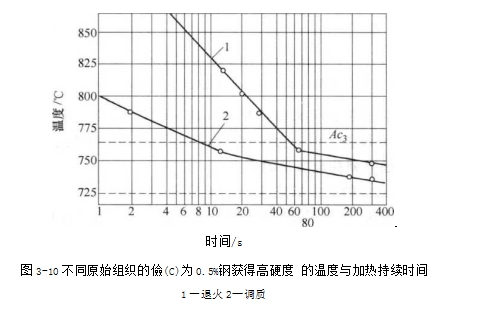
Rata de formare a noilor centre de fază austenitică și rata de creștere a acestor centre sunt determinate de structura originală. Cu cât structura originală este mai dispersată, cu atât este mai mică distanța dintre particulele de ferită și cementită, astfel încât nucleul austenitei este încălzit. Cu cât rata nașterii și creșterea este mai rapidă. Deoarece amestecul de ferită-cementită formează austenită la limita planului de diviziune al acestor faze, cu cât structura originală este mai fină, cu atât planul de diviziune (suprafața efectivă a reacției) este mai mare. Cu cât țesutul original este mai dispersat, cu atât este mai scurt timpul necesar pentru ca compoziția să fie uniformă atunci când soluția solidă este încălzită. Prin urmare, starea inițială a structurii este foarte importantă pentru întărirea prin inducție.
În starea normalizată sau recoacută, structura originală a oțelului hipoeutectoid este perlita și ferita liberă, iar viteza sa de austenitizare este mai lentă decât cea a sorbitului stins și temperat (amestec dispersat de ferită cementită) Pentru a fi complet stins, oțelul normalizat sau recoac trebuie și călit la o temperatură mai mare de călire decât oțelul călit și călit.
O altă funcție a obținerii structurii sorbitului este de a preveni oțelul să genereze o solicitare reziduală mare în timpul stingerii prin inducție. După cum știe toată lumea, magnitudinea stresului rezidual din oțelul stins, printre alți factori, depinde și de temperatura de stingere. Cu cât temperatura de stingere este mai mare, cu atât este mai mare stresul rezidual din oțelul stins. Temperatura de stingere necesară pentru structura de stingere și temperare este cea mai scăzută, astfel încât stresul rezidual după stingere este, de asemenea, cel mai mic, reducând riscul de stingere a crăpăturilor și spălării. Tratamentul de stingere și temperare poate îmbunătăți rezistența inimii, deci este necesar pentru piesele importante care necesită proprietăți mecanice ridicate.
